
Трансформатор или инвертор
![]()
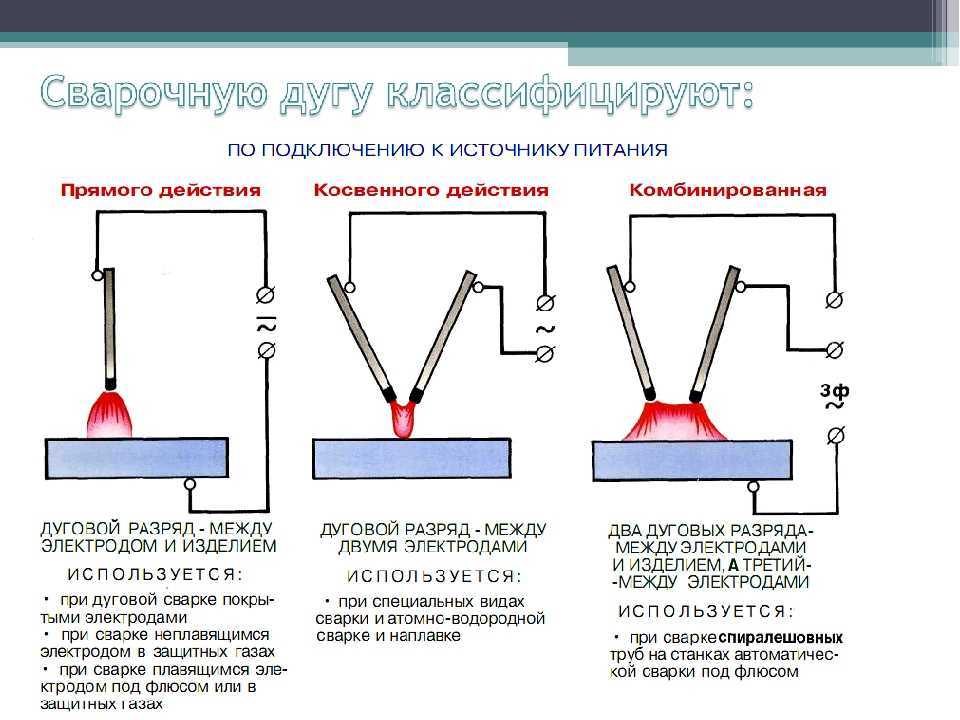
Лучший способ соединения металлических материалов – сплавление при высоких температурах. Металлы в жидком агрегатном состоянии образуют единое целое. Такую прочность не может обеспечить никакой механический стык. Создать в строго определенной зоне температуру, при которой металл расплавится, можно электрической дугой. Дуга неслучайно называется электрической. Она образуется под действием тока, состоит из потока электронов, отдающих по пути движения энергию металлу. Так и происходит электросварка.
Если используют переменный ток, то электросварку делают с участием трансформатора. Стоимость трансформатора небольшая, по сравнению с более современным оборудованием, но сваривать с ним сложно. Он шумит, дает нестабильную температуру в рабочей зоне, потребляет большое количество электричества. К тому же, о сварке сразу станет известно соседям, которые не преминут озвучить недовольство. Трансформатор может вызывать перепады напряжения в сети, перегружает ее.
![]()
Гораздо удобнее пользоваться инверторной сваркой. Инвертор значительно экономичнее. Вам не придется платить по счетам огромные суммы. Агрегат имеет небольшие размеры, образует дугу хорошего качества, может работать от автономных источников энергии. Для начинающих сварщиков инвертор — идеальный аппарат.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Как выбрать электроды
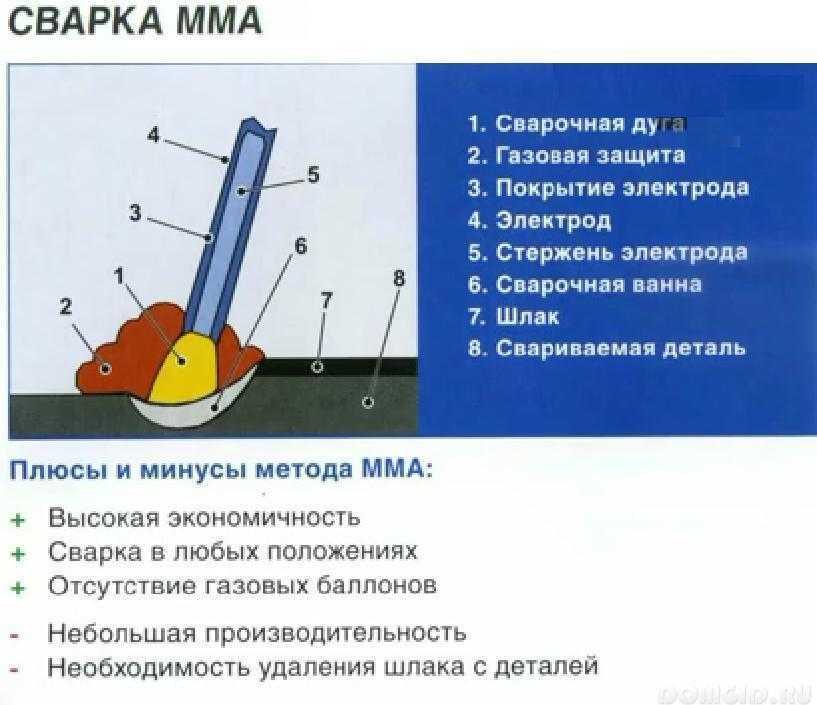
Защитная обмазка проволоки во время сварки плавится и преобразуется в шлак, который, выходя на наружу сварочной ванны, защищает расплав от воздействия азота воздуха и кислорода. Иногда обмазки имеют газообразующие добавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Как правило, вопрос, какие электроды выбрать, у новичков не появляется, потому что учиться ремеслу чаще всего начинают сваркой простейших низкоуглеродистых сталей.
Использование сварочных выпрямителей дает возможность использовать для таких, и нержавеющих металлов, электроды марки УОНИИ, которые предназначены для варки прямым током.
Электроды марки АНО, можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать и с обратным, и с прямым током, потому любители их выбирают гораздо чаще, нежели УОНИИ.
С учетом толщины свариваемых частей используют электроды сечением 1,6-5 мм. При этом, 4-5 мм стержни используют для порезки металлов, выставляя наибольшую силу тока.
Узнать нужный диаметр электрода можно с помощью таблиц зависимости данного параметра от толщины материала, а также с помощью различных формул. Новички не часто используют электроды диаметром больше 4 мм.
Разновидности сварочных работ (стыковая, нависающая, горизонтальная сварка и т. д.) почти не зависят от диаметра проволоки, что не скажешь о ширине шва и глубине сварной ванны.
Из-за того, что удельный ток сварки напрямую зависит от диаметра электрода, то концентрация силы тока выше на конце тонкой проволоки, потому глубина провара больше, нежели при использовании толстого стержня. При этом использование электрода сечением 4-5 мм проплавляет металл нет так сильно, создавая более широкий шов.
То есть, сложно ответить, какой электрод выбрать, правильный выбор учитывает множество нюансов, от вида сварочного агрегата и до требуемой ширины шва.
Принципы сварки и основные требования
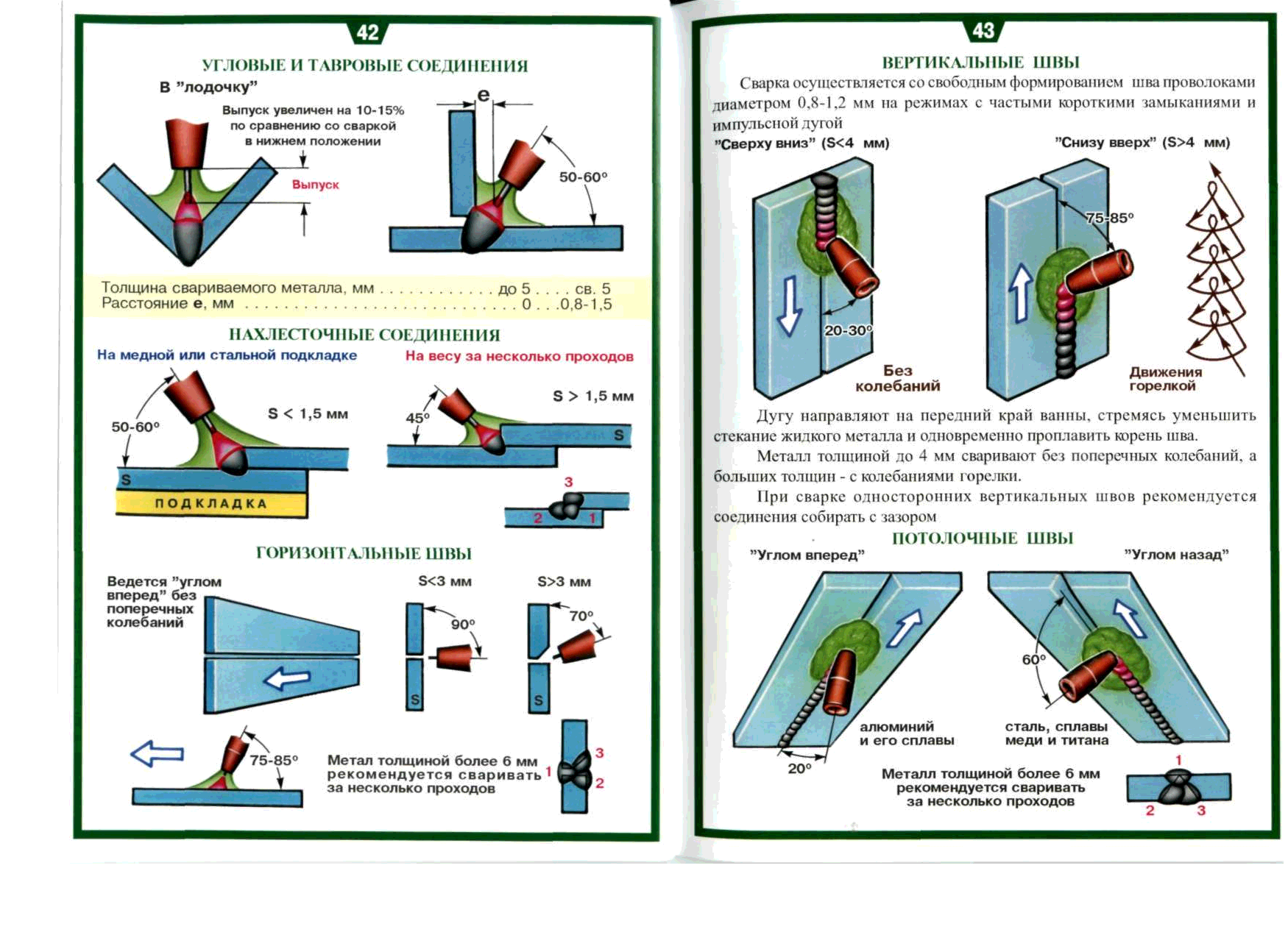
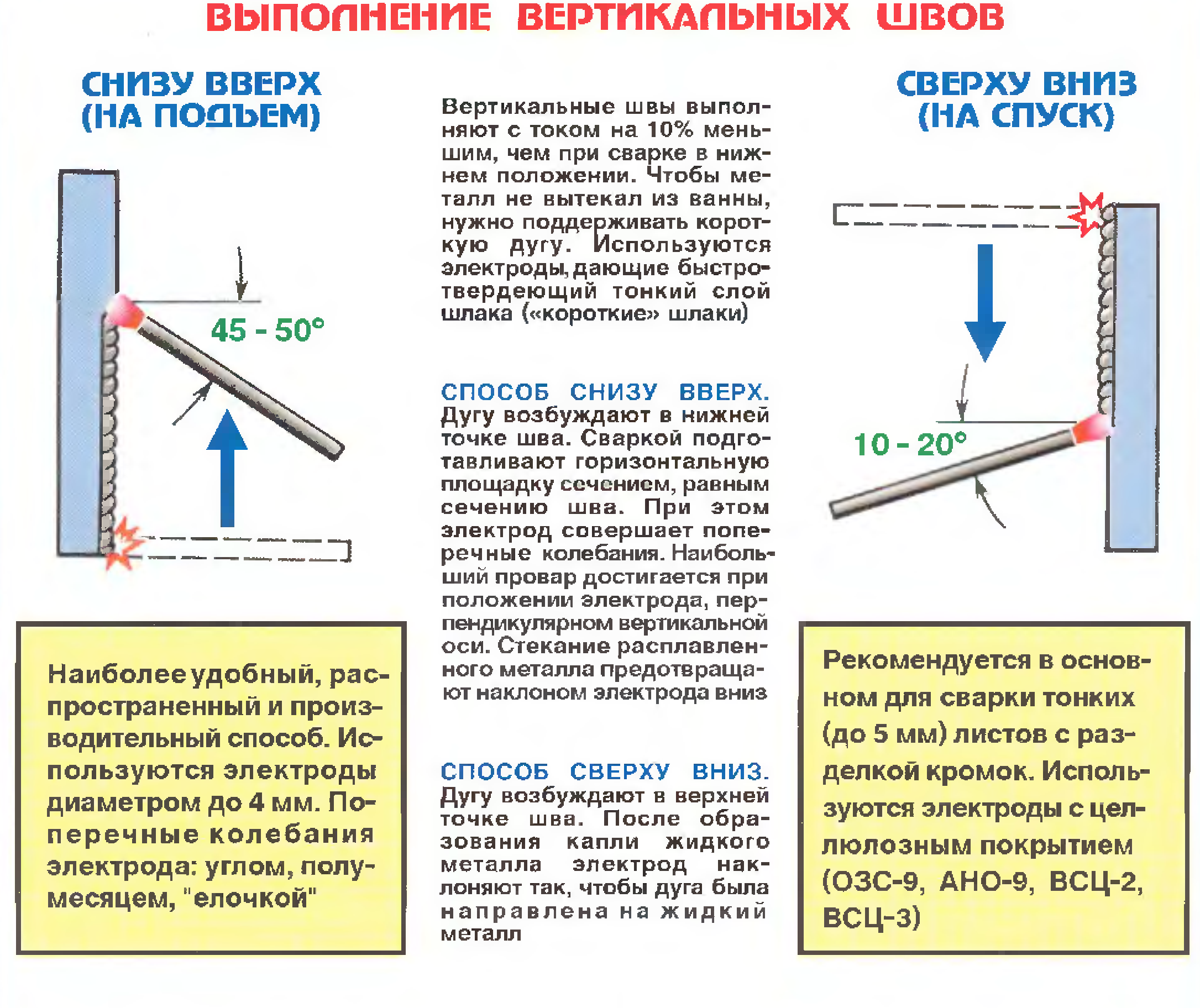
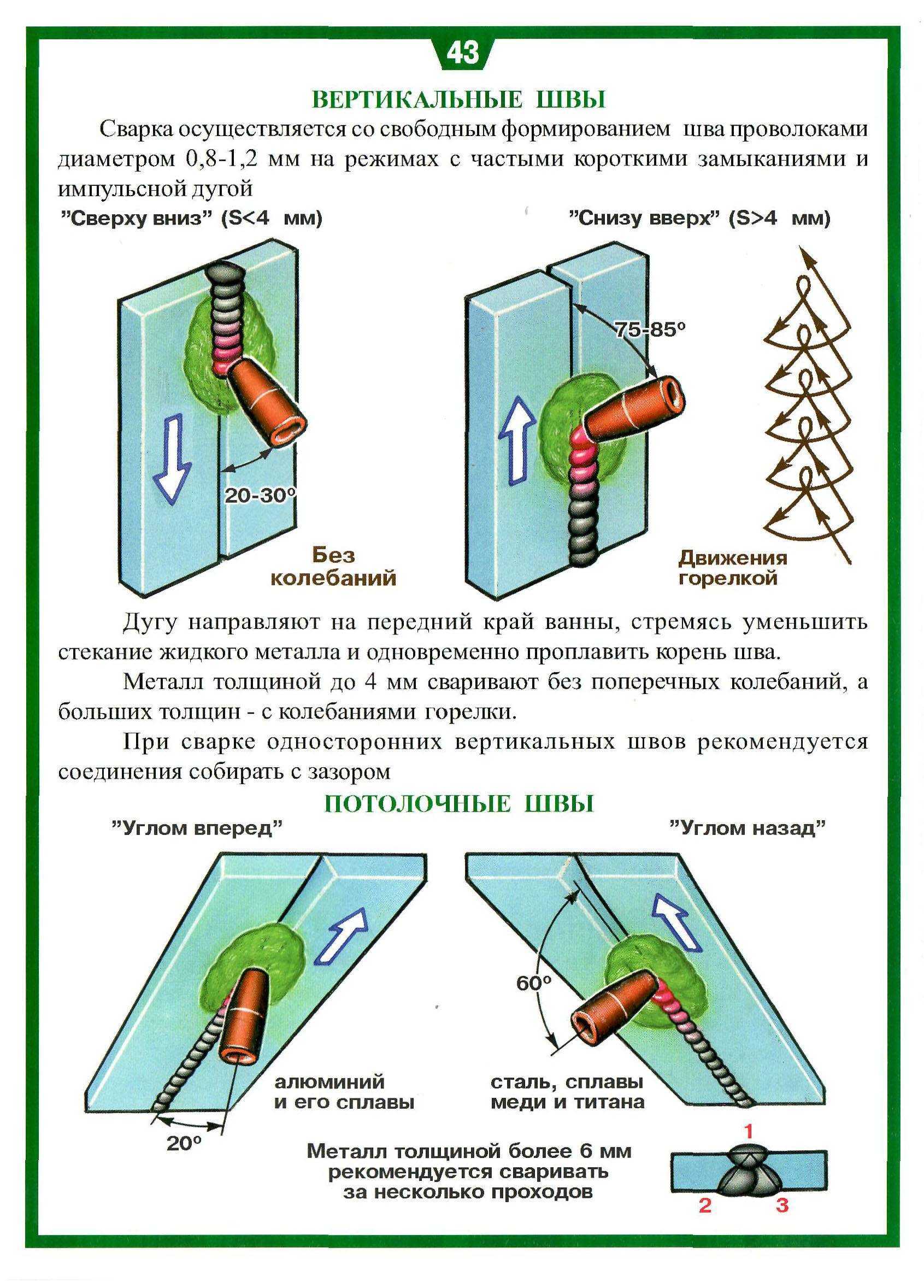
Основным принципом при сварке вертикальных швов ручной дуговой (РД) сваркой является то, что процесс нужно вести снизу вверх непрерывно или с отрывом электрода.
Варить «на спуск» сверху вниз всегда сложнее, потому что металл будет активнее стекать и придется вести процесс на низких значениях тока, что зачастую не дает нужного проплавления.
При сварке же «на подъем» снизу вверх, металл сварочной ванны будет поддерживаться от вытекания ранее наплавленным и уже кристаллизовавшимся металлом. Вытекание металла будет особенно заметно после того, как он нагреется и станет более текучим.
Также важным принципом при сварке вертикальных швов является совершение колебательных движений электродом. О способах выполнения движений поговорим ниже.
Основные требования к подготовке и к сварке, следующие:
- Свариваемые заготовки должны быть зачищены до металлического блеска, абразивным инструментом, напильником или металлической щеткой.
- Далее производится сборка и прихватка. Прихватка – это сварочный шов небольшой длины выполняемый для того чтобы зафиксировать детали в процессе сварки. Так как из за увеличения температуры металл расширяется и деформируется. Размер прихватки зависит от толщины свариваемых деталей. Как правило высота прихватки 0,5–0,7 от толщины деталей. Длина же их от 10 до 30 мм. Расстояние между прихватками 150-250 мм.
- Проверка размеров после сборки. Проверяется зазор между деталями, угол скоса кромок (если это предусмотрено типом соединения), смещение деталей относительно друг друга.
Ниже приведены допустимые значения контролируемых параметров на примере стыкового соединения С17 с V-образной односторонней разделкой по ГОСТ 5264-80.
Конструкция и преимущества инверторных сварочных аппаратов
Перед тем как покупать сварочное оборудование инверторного типа, желательно ознакомиться с его устройством и сильными сторонами.
Конструкция инвертора представляет собой 4 ключевых детали:
- Трансформатор. В моделях инверторного типа по размеру этот элемент не более пачки от сигарет. Он предназначен для снижения высокочастотного переменного напряжения.
- Высокочастотный выпрямитель. Этот элемент выравнивает переменный ток, поступающий от общей сети. После него ток попадает в высокочастотный фильтр и выходит постоянным потоком.
- Фильтр. Представляет собой конденсатор и дроссель. Предназначен для сглаживания выпрямленного тока.
- Выпрямитель. Диод, в который поступает начальный поток тока из общей сети.
Все элементы помещаются в металлический или пластиковый корпус, на котором расположена система управления аппаратом.
Преимущества инвертора:
- КПД у таких аппаратов может достигать 90%. Практически вся энергия, которую потребляет оборудование, уходит на создание и поддержку дуги.
- Потребляемая мощность ниже, чем у моделей с большим трансформатором.
- Небольшие габариты. Малая масса. Благодаря этому использовать сварочный аппарат можно в труднодоступных местах.
- Минимальное количество брызг расплавленного металла в процессе работы.
- Минимальный уровень нагрузки на общую электросистему.
- Возможность подбирать электроды нужной характеристики.
Работать с инвертором просто. Человеку без опыта достаточно попробовать 2–3 раза сварить между собой детали, чтобы понимать, как правильно делать шов.



![]()
Инверторный сварочный аппарат
Кем разрабатывается документ и где он хранится
Технологическая инструкция по сварке должна разрабатываться специалистами в этой области, имеющими профильное образование. Кроме высшего наличия высшего образования необходим практический опыт работы на производстве. Внизу документа должна быть указана должность и фамилия разработчика и проставлена его подпись и дата выпуска.
Разработка документа производится на основе тщательного анализа свариваемого металла и требований к надежности сварного соединения. На основании этого подбирается тип сварки и применяемое для этого оборудование.
Утверждается этот документ руководителем организации, силами которой производятся сварочные работы. В отделе главного сварщика должны храниться все технологические карты, разработанные для разных типов сварочных соединений. При необходимости в них вносятся коррективы и выпускаются извещения об изменениях. Каждой карте присваивается идентификационный номер, который заносится в каталог. В дальнейшем этот номер заносится в техническую документацию.
При выходе на смену сварщику вручаются технологические карты на те типы сварочных работ, которые ему необходимо выполнить. При контроле специалисты этого профиля также используют этот документ. Контроль может производиться на нескольких этапах процесса. При обнаружении отступления от техпроцесса составляется соответствующий акт.
https://youtube.com/watch?v=LJ4w1GdJlpw
https://youtube.com/watch?v=k9dPio3_ZA0
https://youtube.com/watch?v=6dpLmCYWx2M
Сварочные работы инвертором: описание процесса, урок сварки для начинающих, видео инструкция
Сварка – это надежный процесс соединения между собой двух металлических деталей. Опытные сварщики и домашние умельцы с ее помощью изготавливают различные емкости, печи для гаражей и бань, тепличные каркасы, металлические ворота и прочие необходимые в быту вещи. На первый взгляд кажется, что процесс сварки является простым, однако это далеко не так.
Предварительно требуется много чему научиться и много что учесть. Поэтому, прежде чем браться за самостоятельное изготовление изделий при помощи сварки, рекомендуется изучить этот процесс, узнать все его тонкости, посмотреть видео урок. Начинающим сварщикам лучше всего начать обучение со сварки при помощи легкого в управлении инвертора.
Что представляет собой инверторный аппарат
Такое оборудование появилось сравнительно недавно, существенно облегчив работу большинству сварщиков. Применение нового способа сварки позволило значительно уменьшить габариты аппарата и вес его оснащения. Начинающим сварщикам будет достаточно просто учиться соединять детали с помощью максимально удобного и очень экономичного инвертора.
Инверторный аппарат для сварки представляет собой небольшой ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся конструкция находится в механическом корпусе с вентиляционными отверстиями, который можно переносить при помощи ручки или ремня.
На панели устройства расположен тумблер или ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Здесь же есть два выхода для подключения рабочих кабелей – «плюс» и «минус». Один кабель аппарата заканчивается электродом, а второй зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован специальными ручками.
Принцип работы инверторного устройства
Работает инвертор от обычной бытовой электрической сети с частотой в 50 Гц.
- Устройство имеет выпрямляющую схему, с помощью которой переменный ток преобразовывается в постоянный.
- После этого специальным фильтром происходит окончательное сглаживание.
- Инвертором называют электрический узел аппарата, в котором постоянный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может быть до 60 кГц В зависимости от модели используемого устройства).
- Полученный на выходе высокочастотный ток понижается до нужного напряжения, в результате чего сила тока достигает необходимого для сварки значения в 120-200 ампер.
Как варить шов
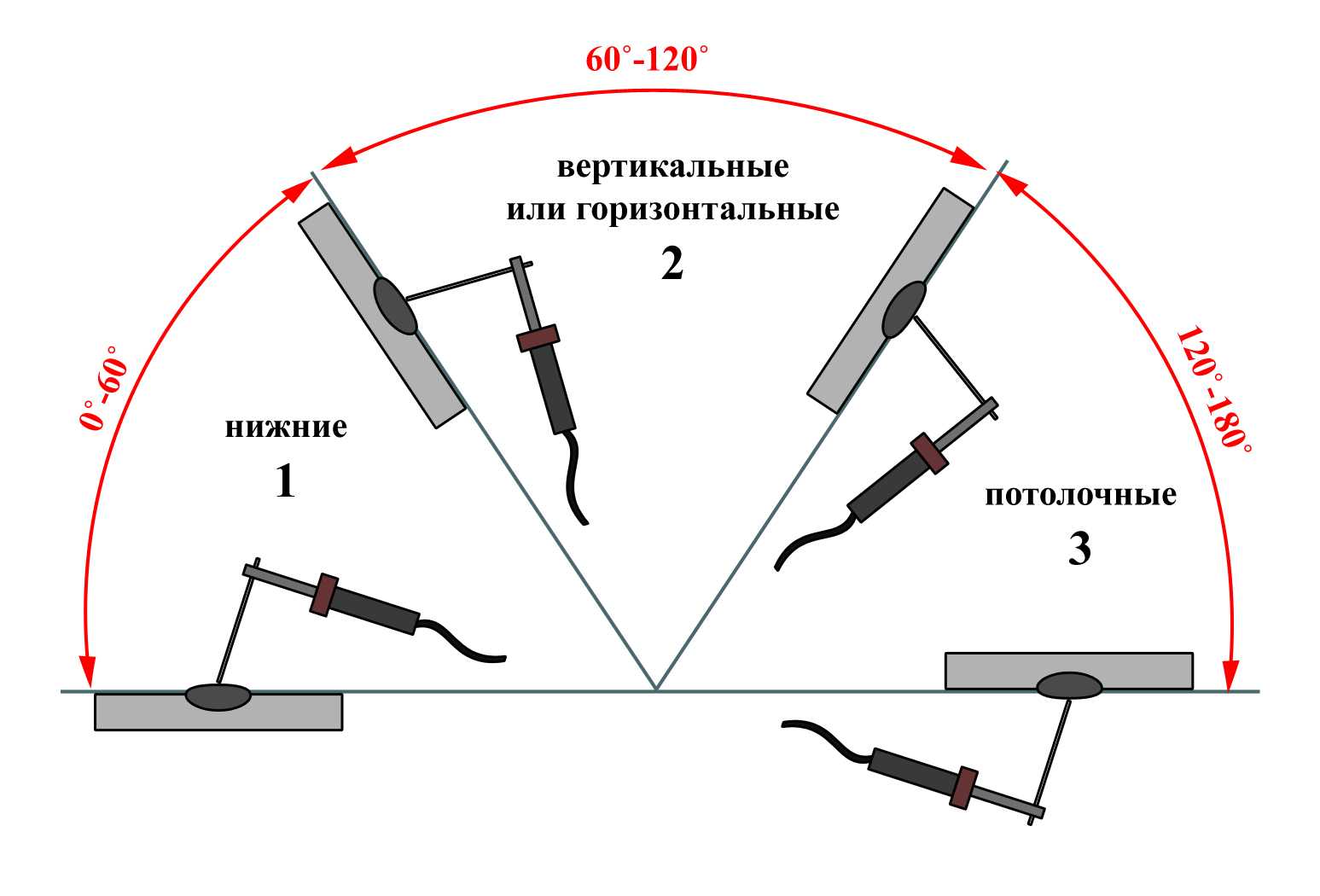
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Статья по теме: Чем обшить дом снаружи: обзор материалов
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
https://youtube.com/watch?v=_9i1u5ihIHI
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
https://youtube.com/watch?v=N1Q5pQpXDmI
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
https://youtube.com/watch?v=9nRs0fjzJ8s
https://youtube.com/watch?v=ZiL3q_5hc6k
https://youtube.com/watch?v=oDksM4kiDUQ
https://youtube.com/watch?v=1yZZSO8GYRI
Как научиться варить электросваркой
Для обучения электросварке необходимо подготовить рабочее место, собрать все инструменты, обеспечить безопасность работы. Если все этапы осваиваются самостоятельно, то потребуется найти материалы для оттачивания навыков.
Начинающему сварщику важно научиться правильно оборудовать место для проведения работ:
- установить защитные экраны;
- убрать воспламеняемые или горючие материалы;
- обеспечить доступ к инструментам.
Нужно подобрать одежду, так как правильно сваривать металл электросваркой с ощущением дискомфорта крайне неудобно:
- одежда должна быть из плотных тканей;
- обувь с подбитыми гвоздями каблуками не допустима;
- на сварочной маске должно быть стекло с регулировкой затемнения;
- рекомендуется использовать спилковые перчатки.
Требуется соблюдать правила сварки металла:
- поверхности деталей должны быть зачищены от окалин, ржавчины, грязи;
- сварочный аппарат следует заземлить;
- при работе нужно соблюдать требования безопасности;
- следовать правилам выбранной методики сварки.
Как подключать электрод
Подключение выполняется к специальному фиксатору, расположенному на одном из концов кабелей. Различают два типа фиксирующих механизмов:
- винтовой, представляющий собой вращающийся фиксатор с зажимом;
- пружинный, позволяющий выполнить фиксацию при нажатии на специальную кнопку.
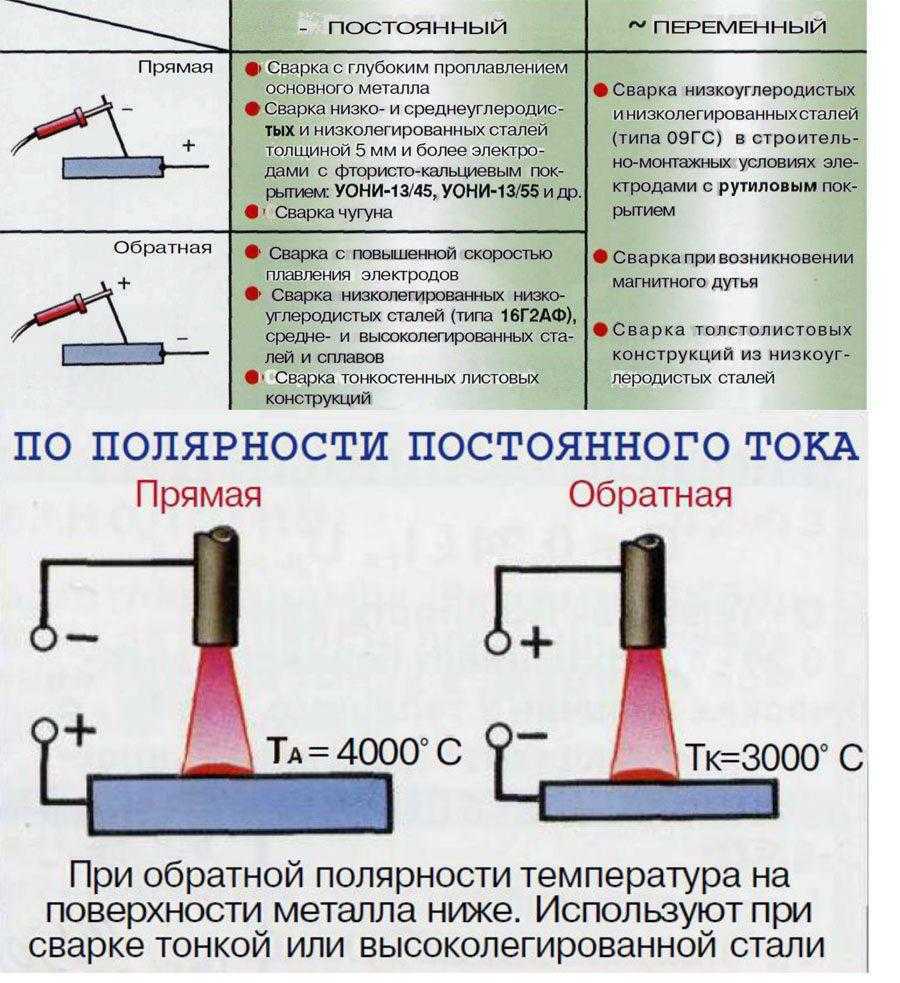
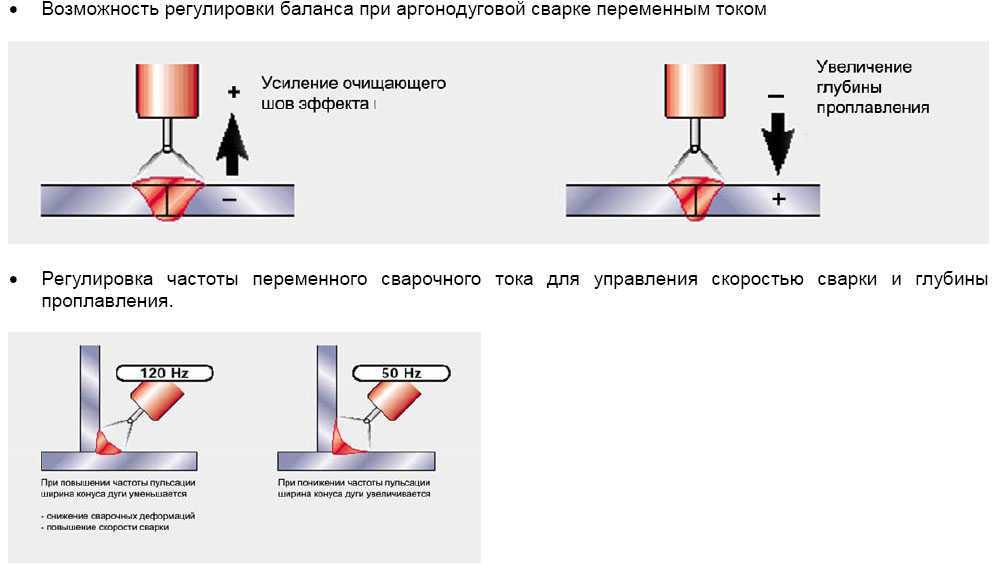
При использовании инвертора кабель массы подключают к плюсовой клемме, а с зажимом — к минусовой. При аргоновой сварке полярность меняют.
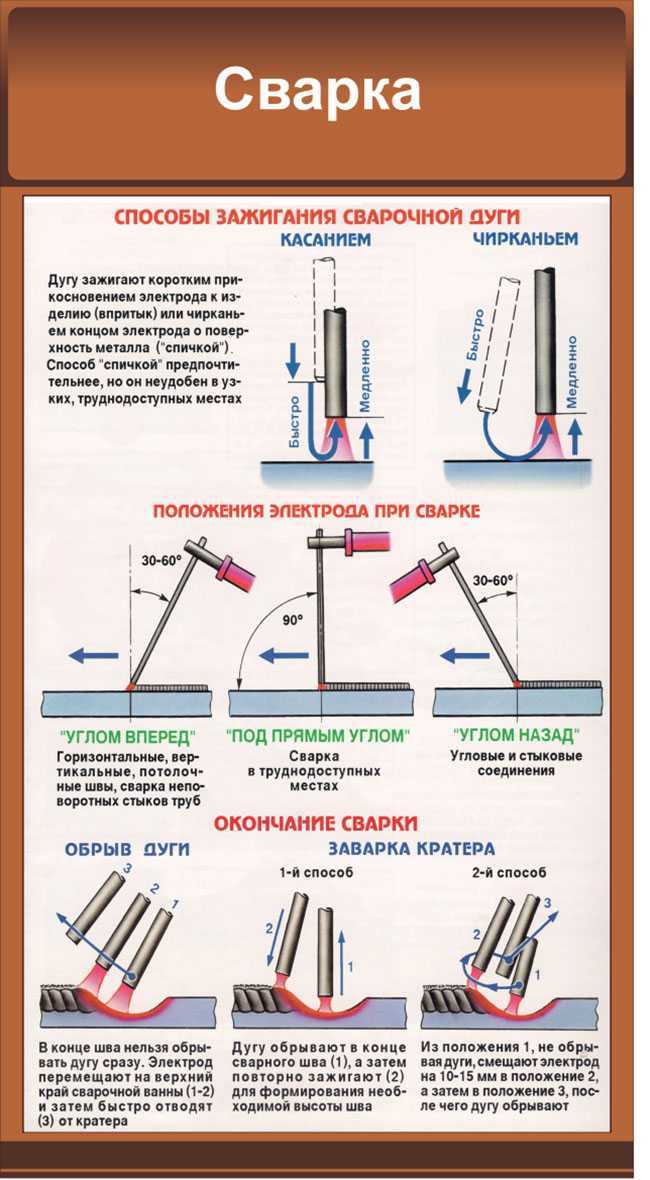
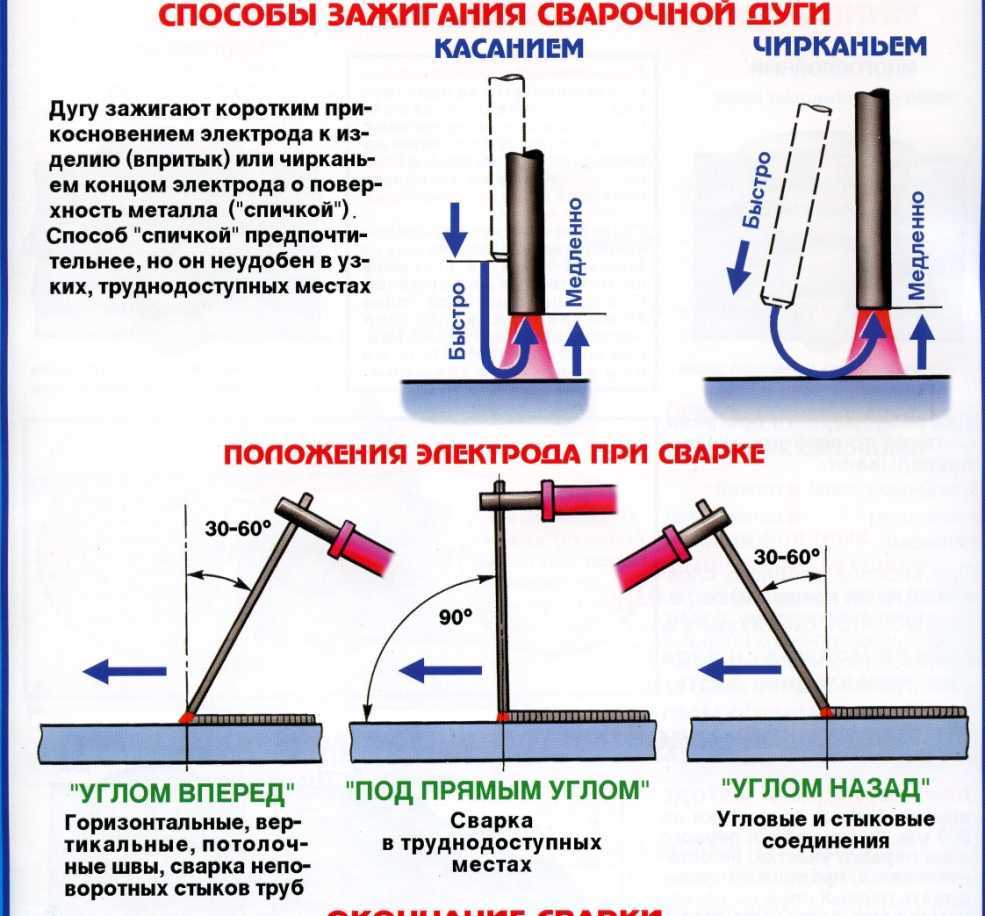
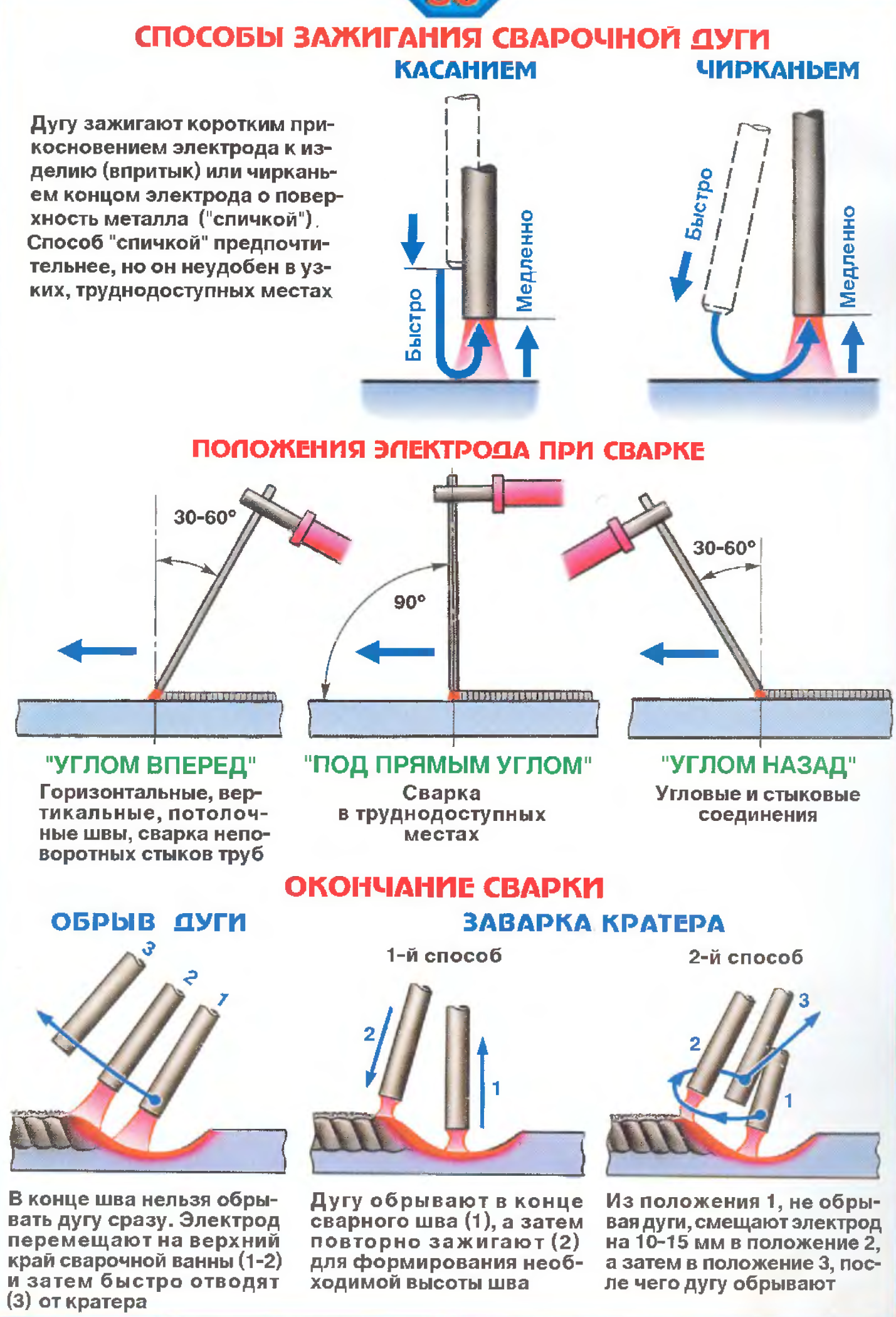
Начало сварки: зажигаем дугу
Зажигать дугу можно следующими способами:
- постукиванием — конец ударяется о поверхность детали несколько раз;
- проведение — вдоль линии шва быстро проводят электродом.
Важно заранее опробовать данные методы и подобрать оптимальный под решение конкретных задач
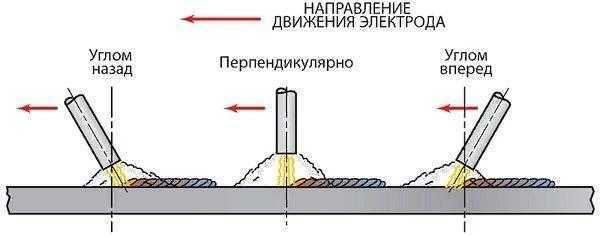
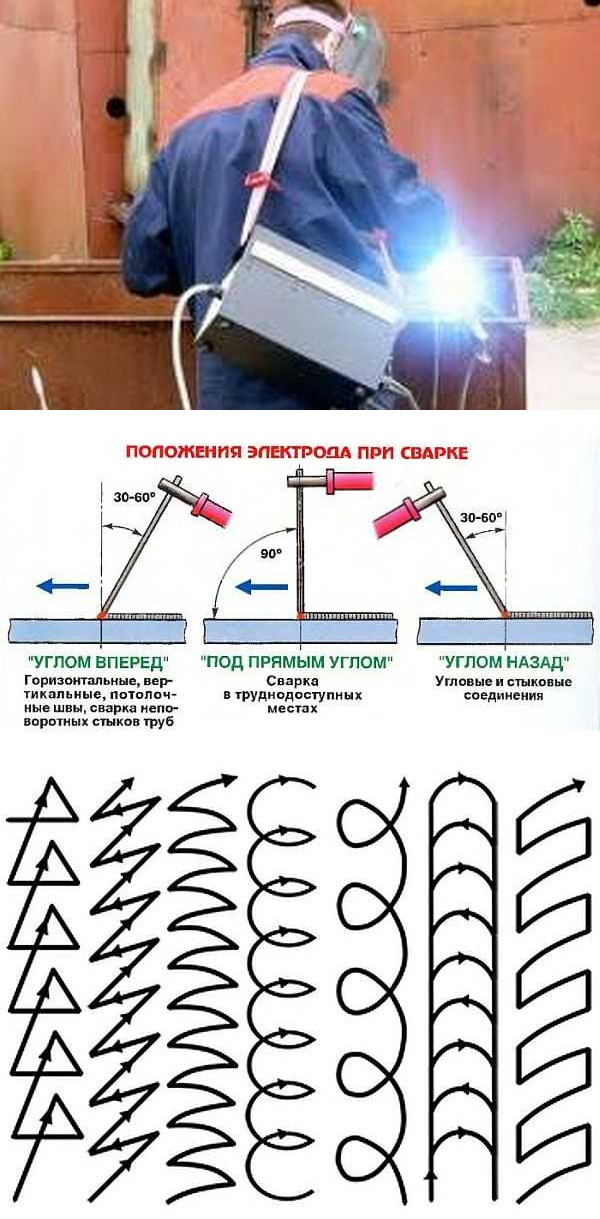
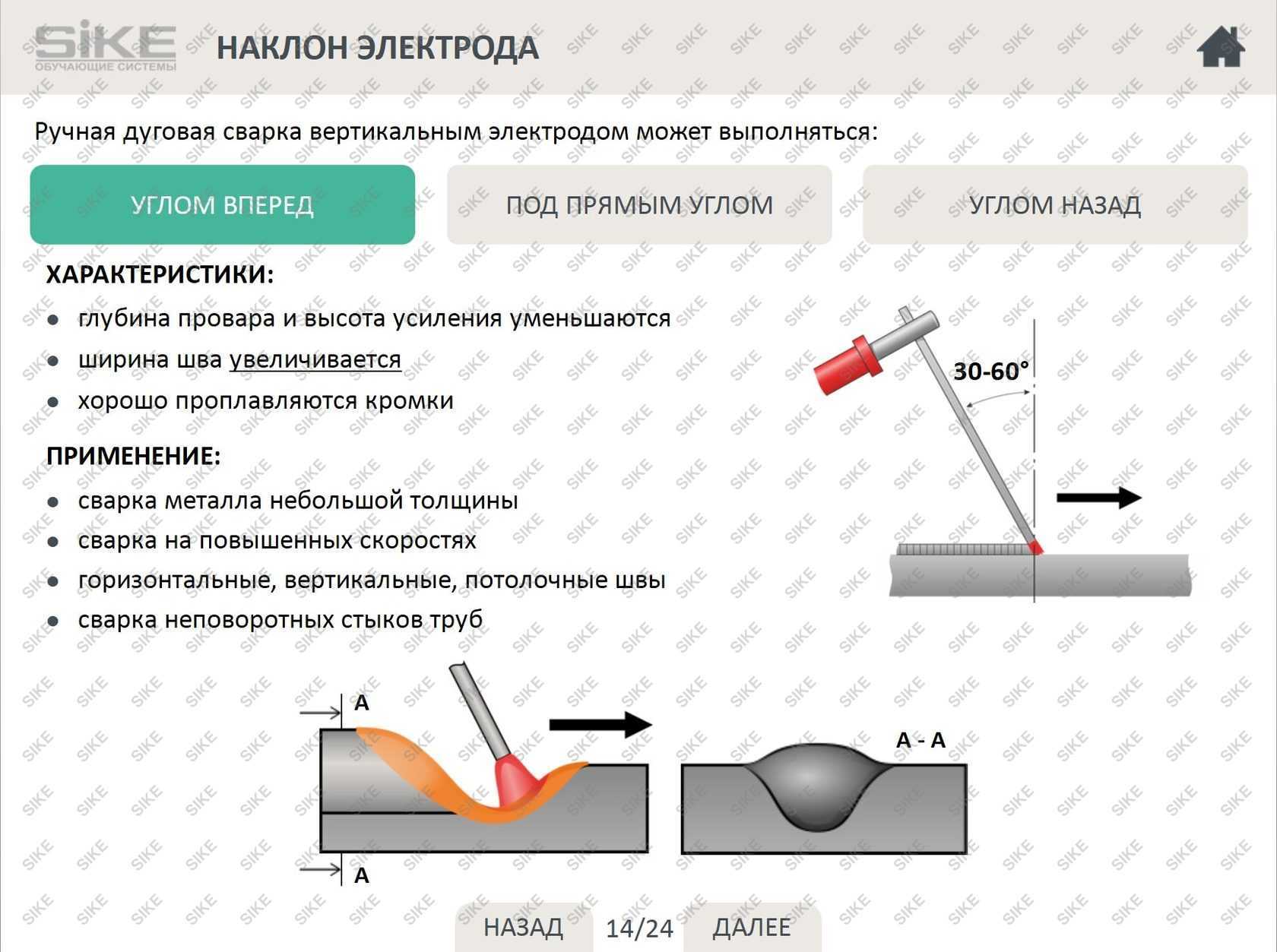
Наклон
Удобными углами наклона электродов над поверхностью свариваемых деталей считаются от 30 до 60. Угол может формироваться такими способами:
- вперёд, позволяющий минимально нагревать металл;
- назад, прогрев деталей осуществляется на максимальную глубину для выбранного тока, шлак движется со скоростью закрытия сварной ванны.
Чтобы полностью контролировать процесс, необходимо соблюдать расстояние от поверхности до электрода от 2 до 3 мм.
![]() Наклон сварки
Наклон сварки
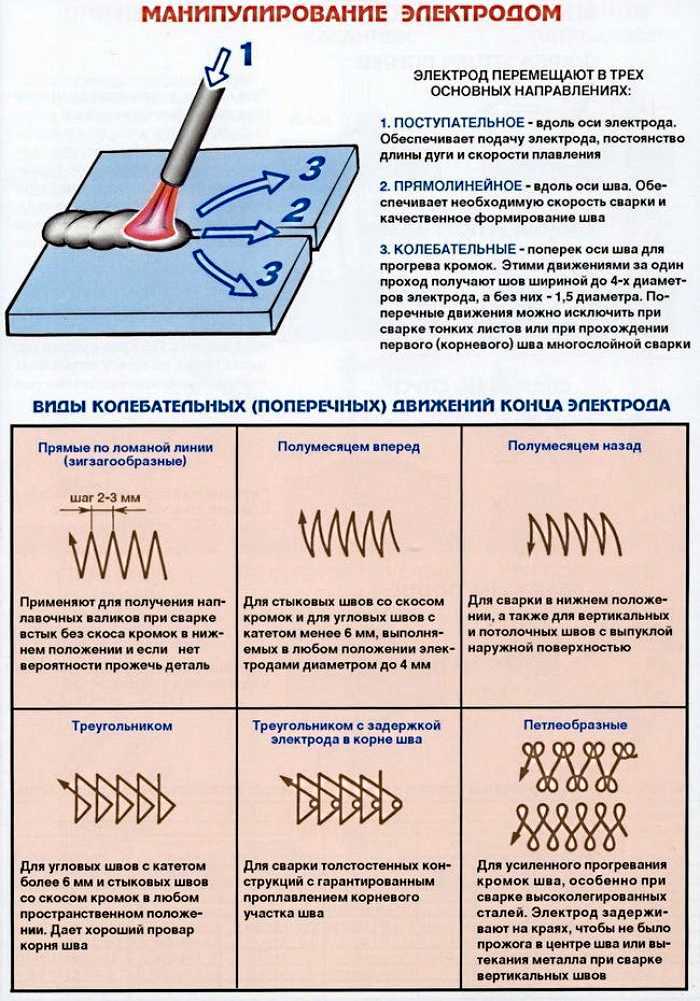
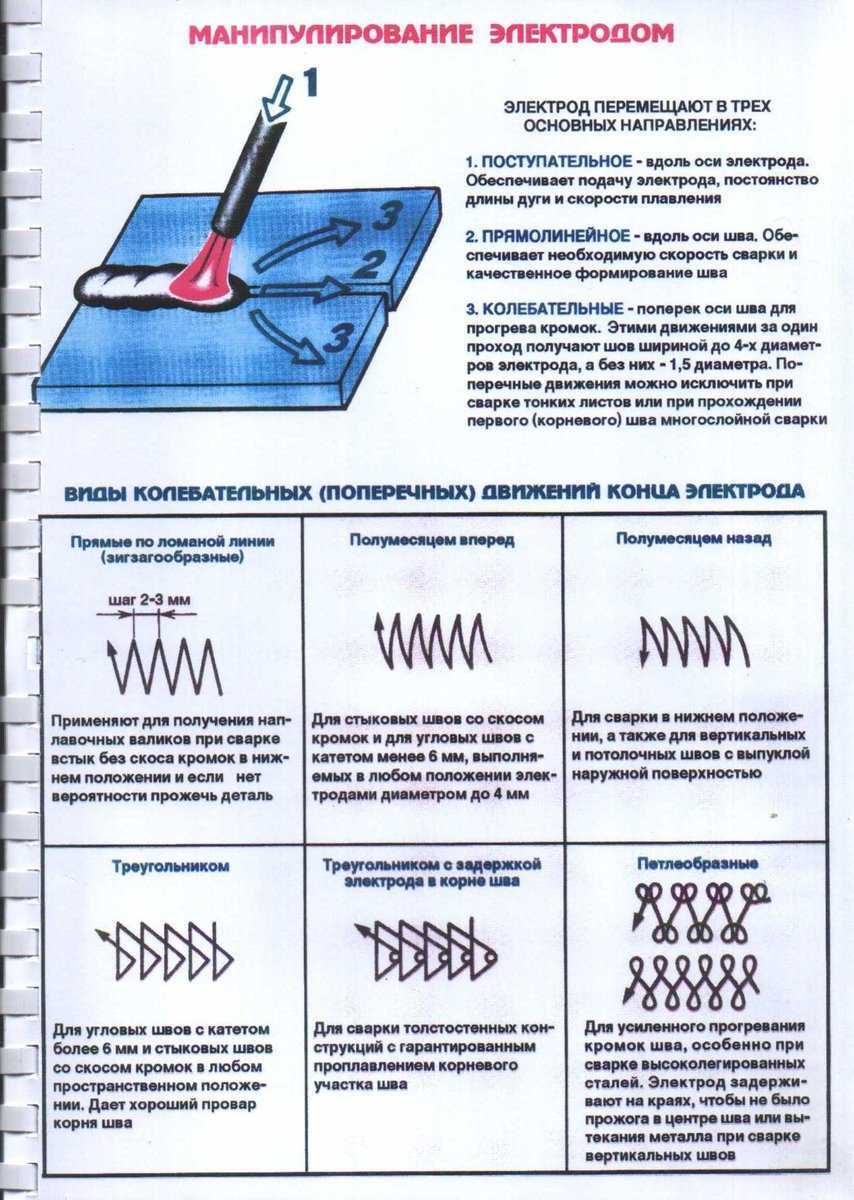
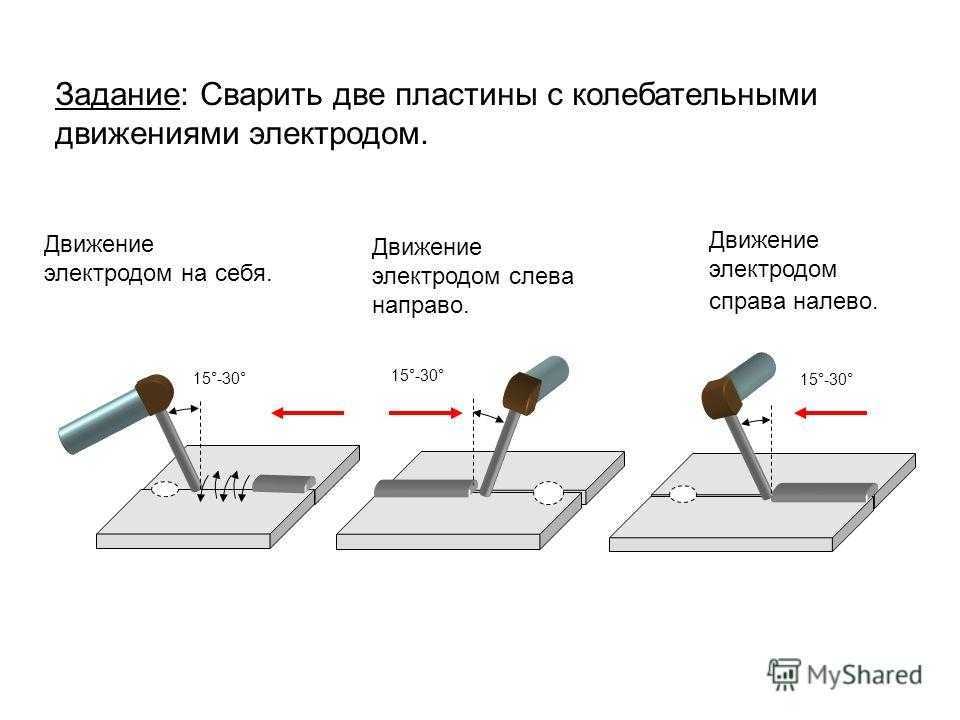
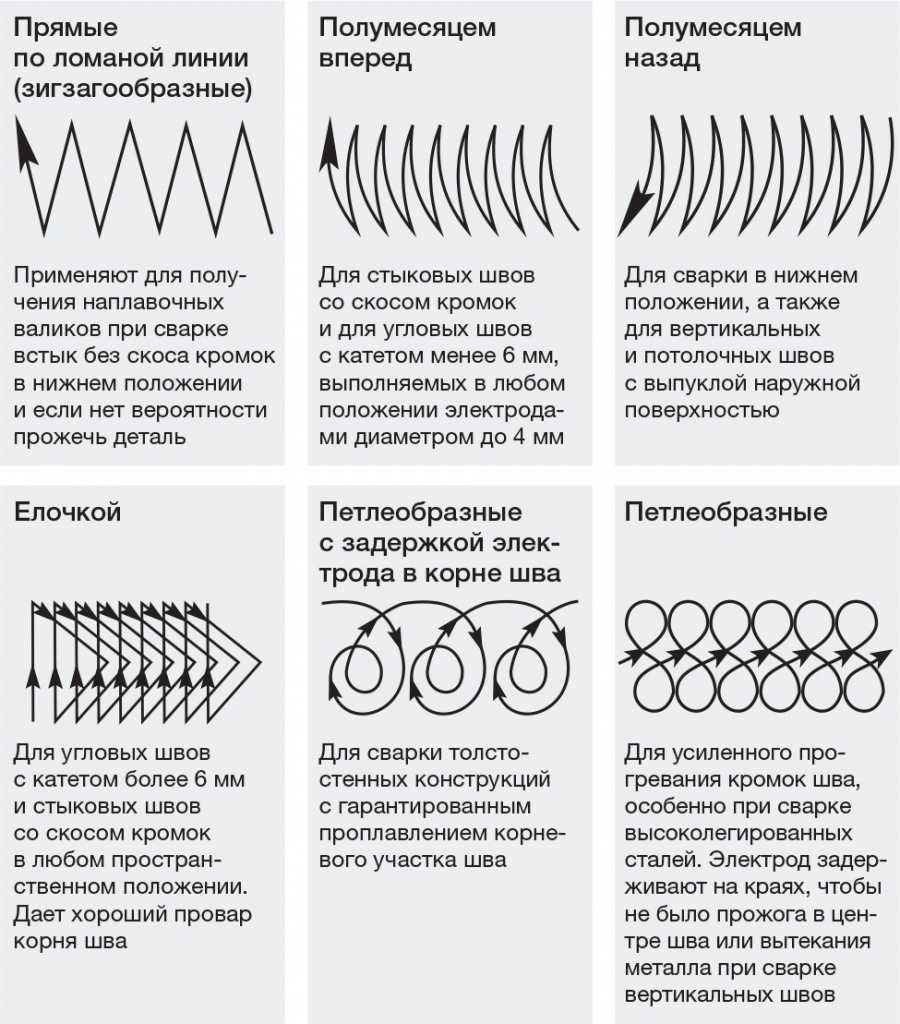
Движения
При перемещении электрода важно учитывать следующие критерии:
следует заранее продумать оптимальную схему перемещения вдоль поверхности, чтобы получить шов с нужными характеристиками; скорость движения определяет на какую глубину будет проплавляться металл; формирование шва необходимо тщательно контролировать в процессе работы; важно не допускать приближение электрода к поверхности элемента ближе 2 мм; перемещение следует осуществлять только после формирования ванны
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
https://youtube.com/watch?v=BDNtM0eScNc
Технология сварочных работ
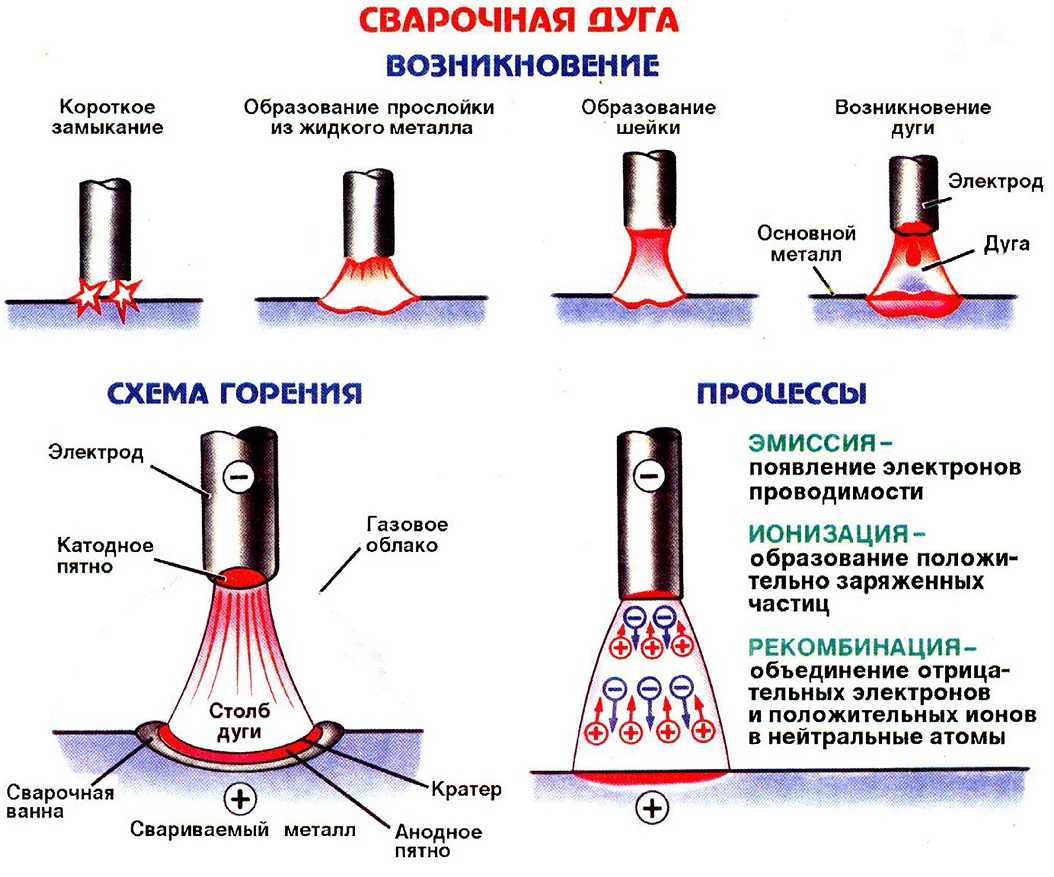
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
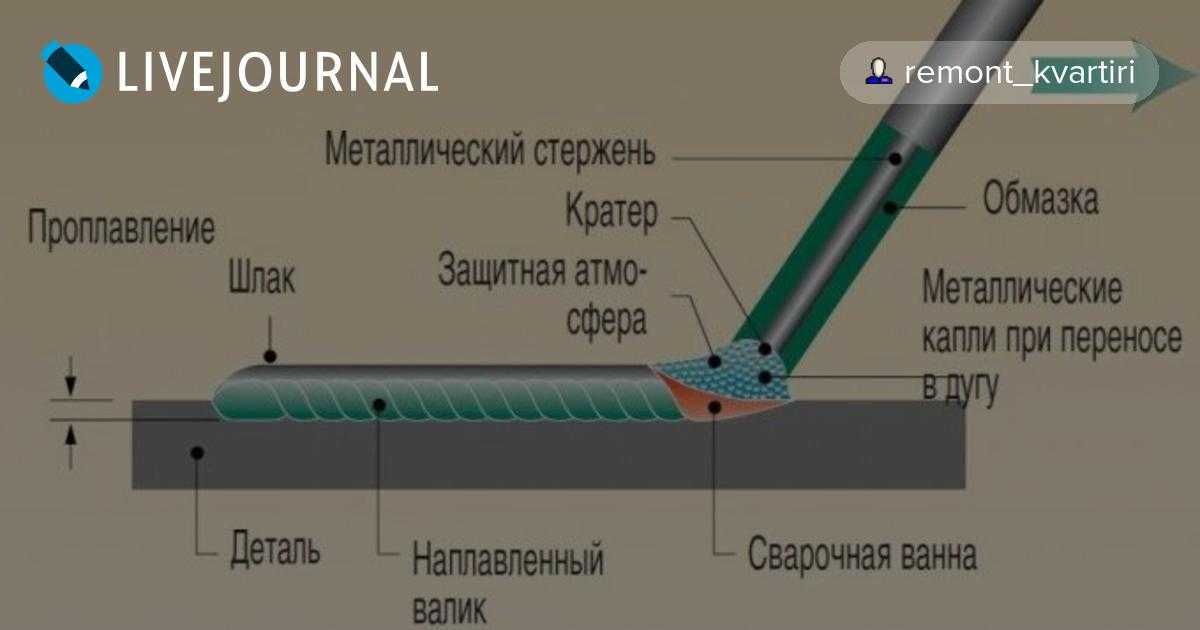
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
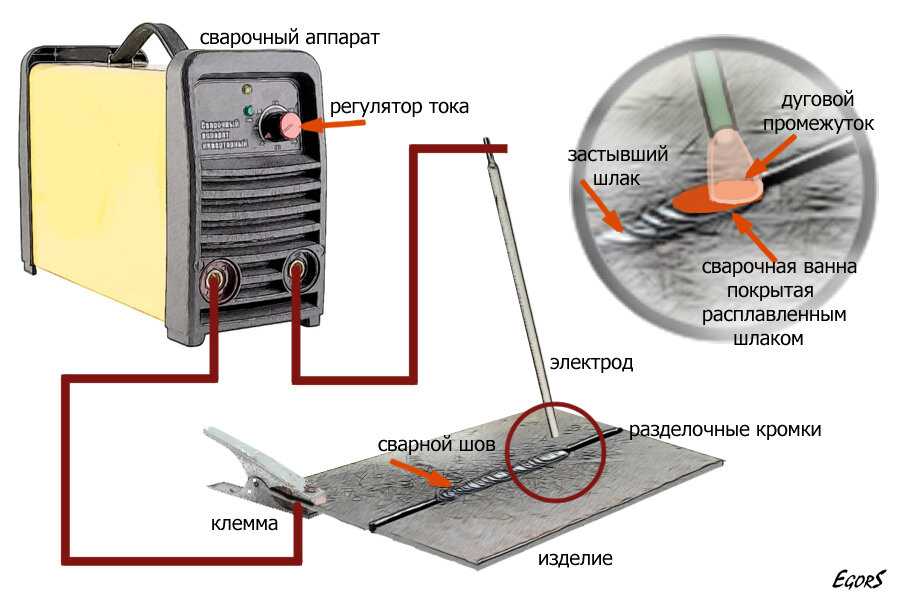
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
https://youtube.com/watch?v=TDUCn_F_evQ
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Зачистка сварных швов
После завершения работы на поверхностях остаются частицы металла, шлака и окалины. Шов слегка выступает над поверхностью, что ухудшает эстетические качества конструкции. Такие недостатки устраняют путем зачистки. Процедуру выполняют поэтапно. В первую очередь, молотком и зубилом снимают шлак или окалину.
На следующем этапе при необходимости выравнивают обработанную область. При этом используют болгарку со шлифовальной насадкой по металлу.
Зернистость абразива выбирают с учетом требуемой гладкости поверхности. При сварке мягких металлов сварной шов лудят: покрывают оловянным припоем.
Зачистка сварных швов борфрезами.
Как правильно варить?
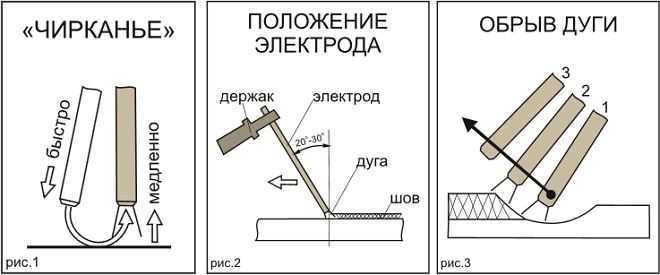
Сварка начинается с розжига дуги. Существует два способа, чтобы разжечь дугу:
- Касание. Электрод держат под углом 60°, затем концом электрода касаются металла и тут же поднимают электрод на расстояние 3-5 мм. Образуется дуга.
- Чиркание. Кончиком электрода быстро проводят по поверхности металла и тут же быстро приподнимают его на 2 мм.
Оптимально выдерживать длину дуги 5 мм. Если слишком приблизить, произойдёт залипание электрода, длинная же дуга не проваривает металл, образует много брызг. Если залипание происходит слишком часто, значит, силы тока маловато и следует его добавить. Длину дуги можно контролировать по звуку: если звук ровный, однотонный, значит, длина постоянная, если же образуются резкие звуки с хлопками, значит длина слишком большая.
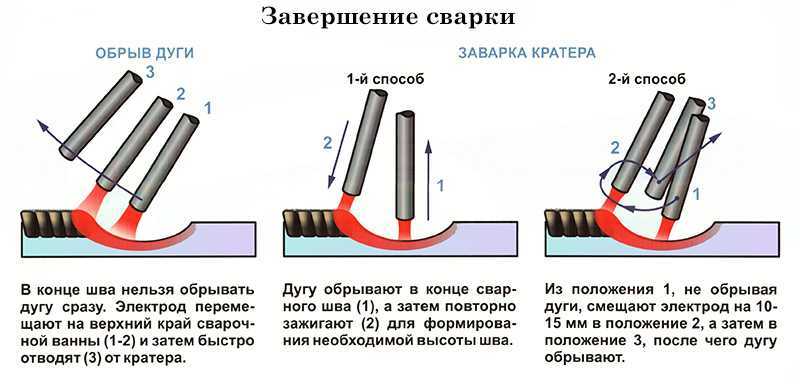
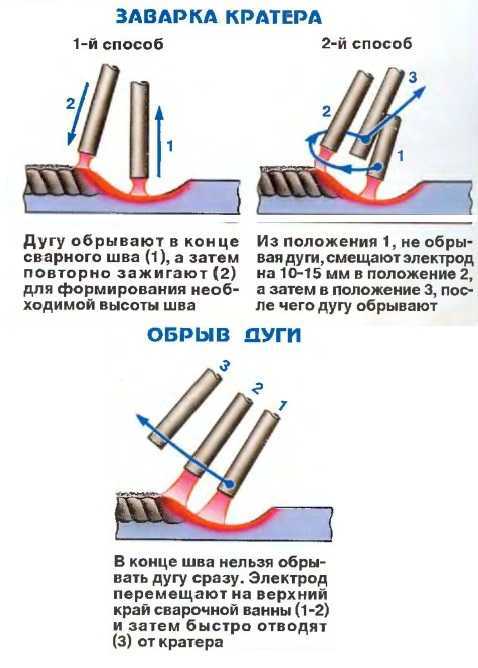
Как только сварщик поймает дугу, он приступает к сварке. Электрод медленно и плавно перемещают по горизонтали, выполняя лёгкие колебательные движения. Если вдруг дуга оборвалась или же электрод сгорел раньше, чем закончился шов, то нужно правильно продолжить работу. В конце шва образуется углубление (кратер). Нужно отступить от него приблизительно на 12 мм и зажечь дугу. Медленно двигаясь вперёд, тщательно заварить кратер и продолжить сварку шва.
Как правило, сваривают в несколько слоёв:
- детали толщиной до 6 мм двумя слоями;
- заготовка 6-12 мм – тремя слоями;
- детали толщиной более 12 мм – 4 слоями.
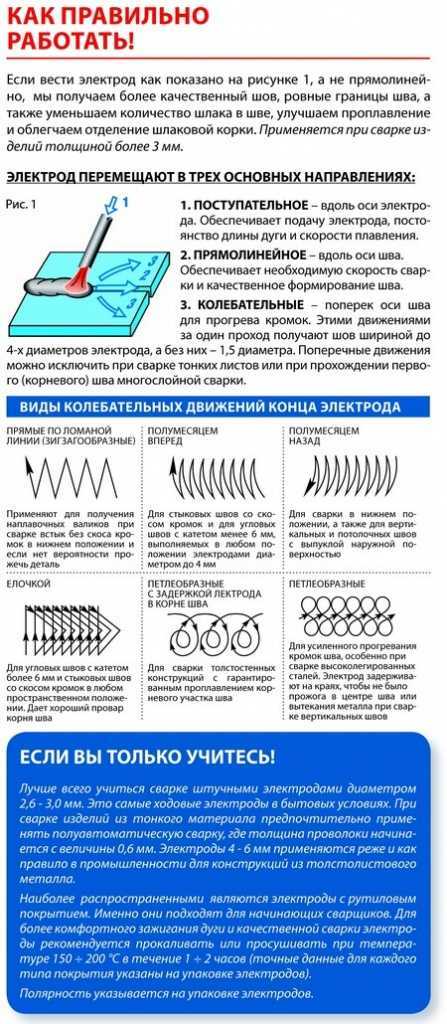
Траектория движения дуги делится на виды:
- Поступательная – электрод просто перемещается вдоль оси электрода;
- Продольная – для формирования ниточного тонкого шва;
- Поперечная – колебательные движение электрода определённой ширины (рис. 2)
![]()
рис.2
Обычно мастер совмещает все три траектории. Одновременно необходимо контролировать расстояние между электродом и поверхностью, так как электрод сгорает и уменьшается в длине. Также нужно следить за состоянием ванны, её размерами, чтобы вовремя увеличивать или уменьшать скорость движения.
Нужно помнить, что сваривать детали сразу сплошным швом нельзя, это приведёт к перекашиванию металла. Две заготовки соединяют струбцинами или иным способом, затем делают точечные швы на расстоянии 8-25 см друг от друга, в зависимости от длины шва. Рекомендуется выполнять точечные швы с двух сторон, чтобы не возникло напряжение металла. И только потом приступать к выполнению основного шва.



