
Третья стадия изготовления стеклопакета – нанесение герметика
После мойки стекла, на спейсерные заготовки наносится первичный слой герметика. Дистанционные рамки соединяются друг с другом с помощью уголков из металла или пластика, и на их поперечные стороны наносится слоем в несколько мм (минимум 3 мм) специальное покрытие из герметика.В виде герметиков на сегодняшний день используются бутилы. Существуют определенные стандарты, при нарушении которых происходит преждевременный выход стеклопакета из строя или несоответствие его характеристик заявленным. Герметичный слой должен быть строго равномерен, не иметь пустых промежутков и ширину не меньше 3 мм. Если производство стеклопакетов имеет ограниченные размеры, допускается ручное нанесение герметика (как и в случае ремонта стеклопакета,который может быть вызван нарушениями в технологии при его производстве).
Технология производства продукции из стекла
Производство стекла можно разделить на 5 этапов:
- подготовка материалов;
- изготовление шихты;
- плавка;
- охлаждение;
- обработка.
На первом этапе компоненты для производства стекла подготавливают к перемешиванию. Также в это время в дробилках происходит изготовление вторсырья – стеклобоя из отходов производства и бытового мусора. Основные материалы пропускают через магнитный сепаратор, который удаляет основное количество примесей.
На втором этапе происходит перемешивание песка, соды, известняка и химических добавок. Эти компоненты поочередно высыпают из силосов на весы. После взвешивания материалы смешивают. Полученную однородную массу называют шихтой.
На третьем этапе происходит плавка. Шихту загружают в печи и нагревают до необходимой температуры. Чем меньше примесей в песке, тем ниже температура. В основном она колеблется в районе 1600-2400°С.
Охлаждение теста, так называют полученное вещество, происходит в несколько этапов. Сначала стекольную массу «купают» в расплавленном олове. Из-за разницы в плотности тесто не смешивается с этим металлом. В оловянных ваннах стекло охлаждают до 600°С. Далее его прокатывают на конвейере, пока температура не опустится до 200-250°С.
Если необходимо, применяют технологию охлаждения воздушными потоками.
При температуре 200°С стекло достигает того состояния, когда можно приступить к стадии формировки. На этом этапе изготавливают конечную продукцию, будь это листовое стекло или тара.
Охлаждение – один из самых важных этапов в производстве стекла. Если тесто остужать слишком быстро, то произойдет кристаллизация. Это негативно скажется на прочности материала.
Лишь медленное охлаждение позволяет получить стекло удовлетворительного качества. Так, при изготовлении линз для специальных телескопов его охлаждают несколько месяцев. Тем не менее экстремальное охлаждение также используется в этой отрасли, например при производстве закаленного стекла.
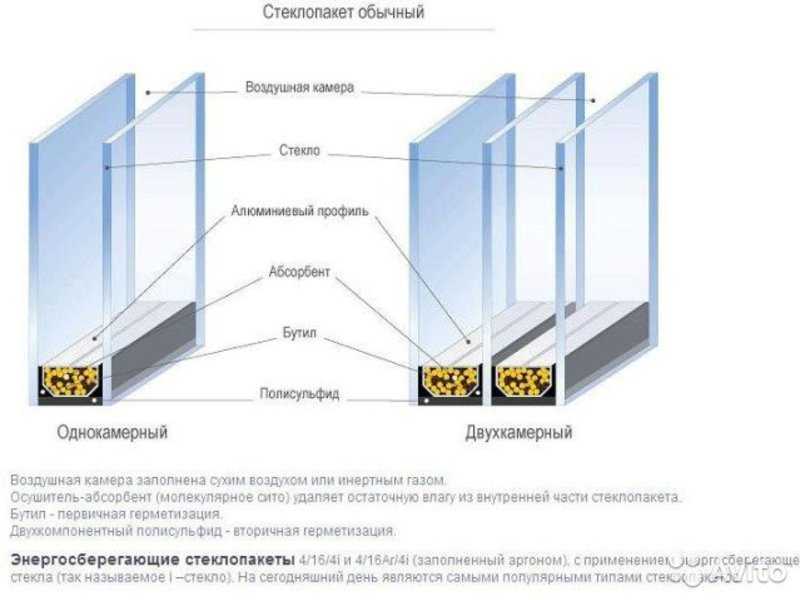
Что собой представляет стеклопакет?
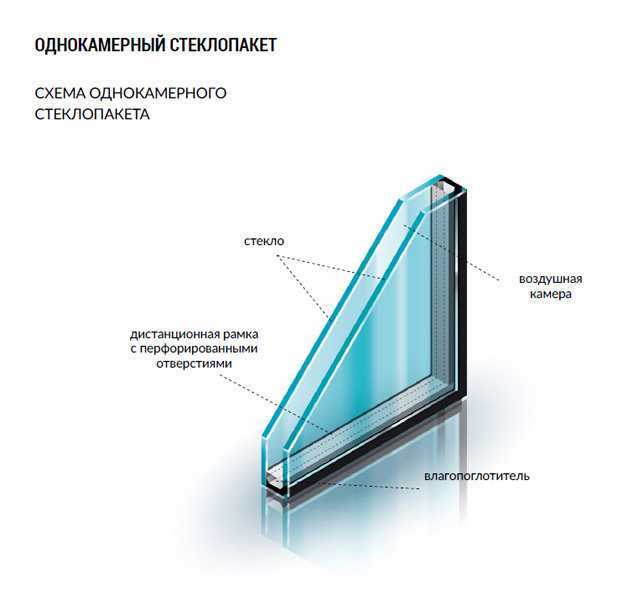
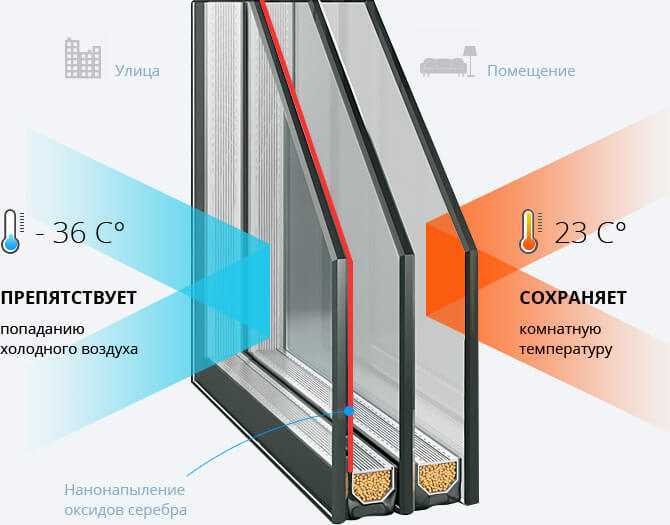
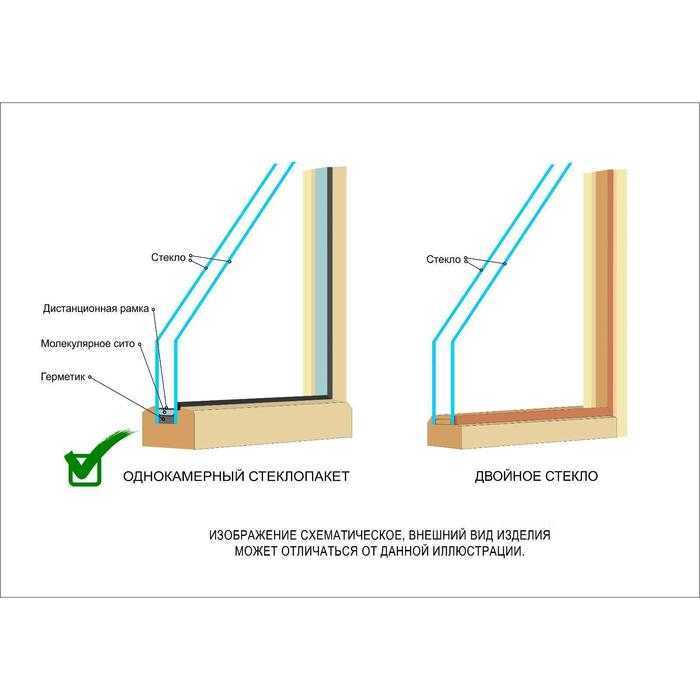
Часто ошибочно им называют всё окно из пластика. Это неверно. Стеклопакет ― его часть, это камера, которая загерметизирована и не разбирается. Главная роль пакета окна– оказывать сопротивление теплопередаче из дома на улицу и наоборот. Самая простая и экономичная конструкция ― однокамерная. Её образуют два стекла. Они разъединены, чтобы находиться на зафиксированном расстоянии друг от друга, по периметру дистанционной рамкой. На ней есть перфорация, то есть небольшие отверстия, обращённые внутрь камеры. Внутри рамки находятся гранулы силикагеля или молекулярные сита. Они играют роль осушителей воздуха или других газов (инертных), находящихся в камере. Для сцепления стекол с рамкой и первичной герметизации применяется бутил. Вторичная герметизация из полисульфида придаёт соединению прочность при вставке в пластиковые профили. Вот как всё это выглядит на фото:
![]()
Классификация
Если не учитывать название фирмы-изготовителя и пластикового профиля для окна, используемого ею, то классификация проста. Стеклопакеты подразделяются на (см. фото):
- однокамерные;
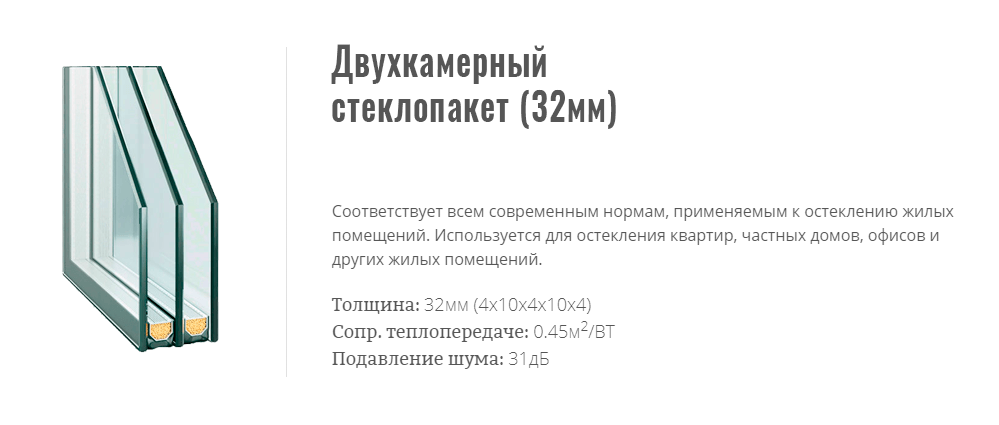
- двухкамерные;
- изделия с тремя камерами.
![]()
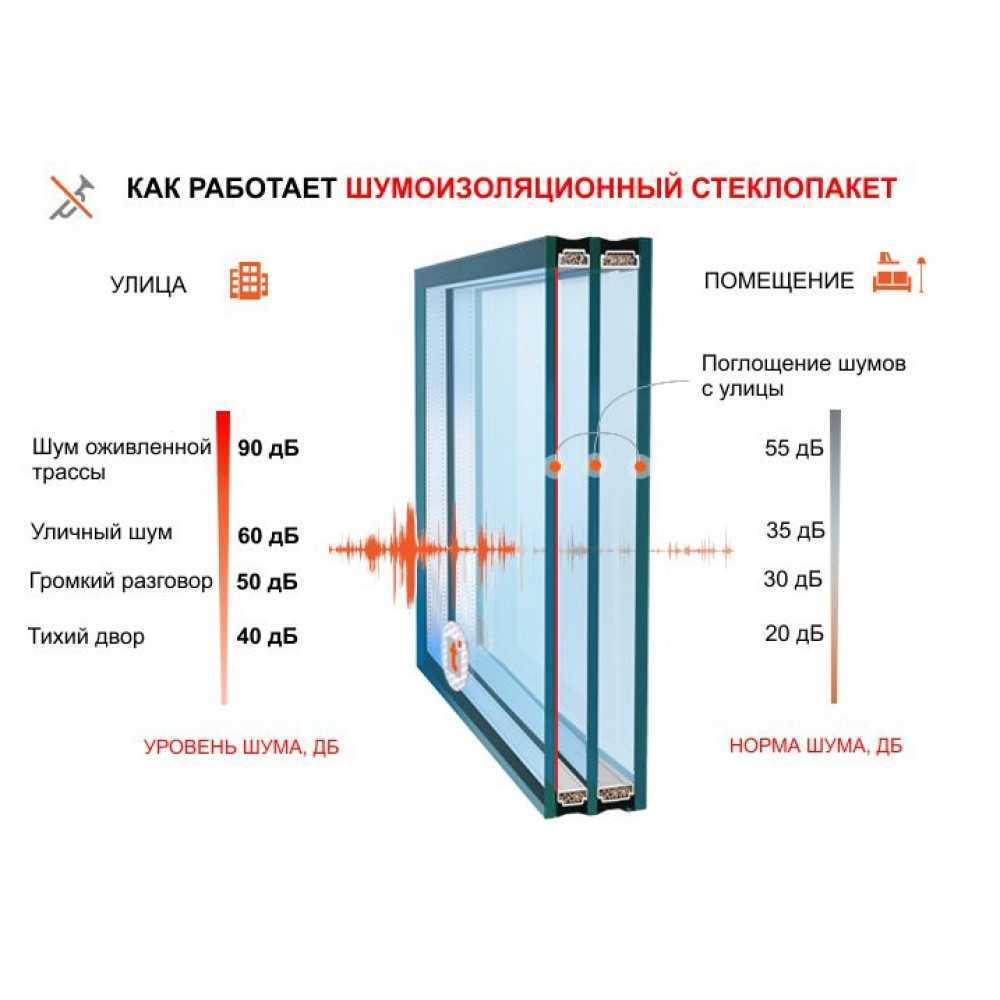
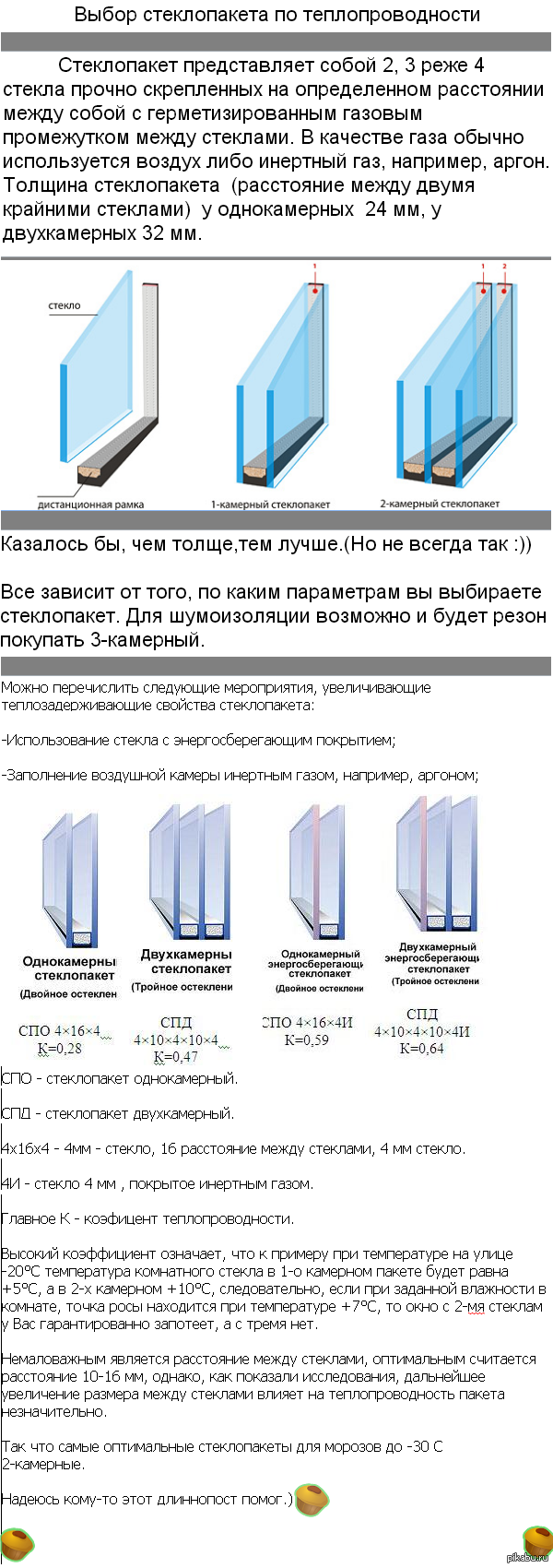
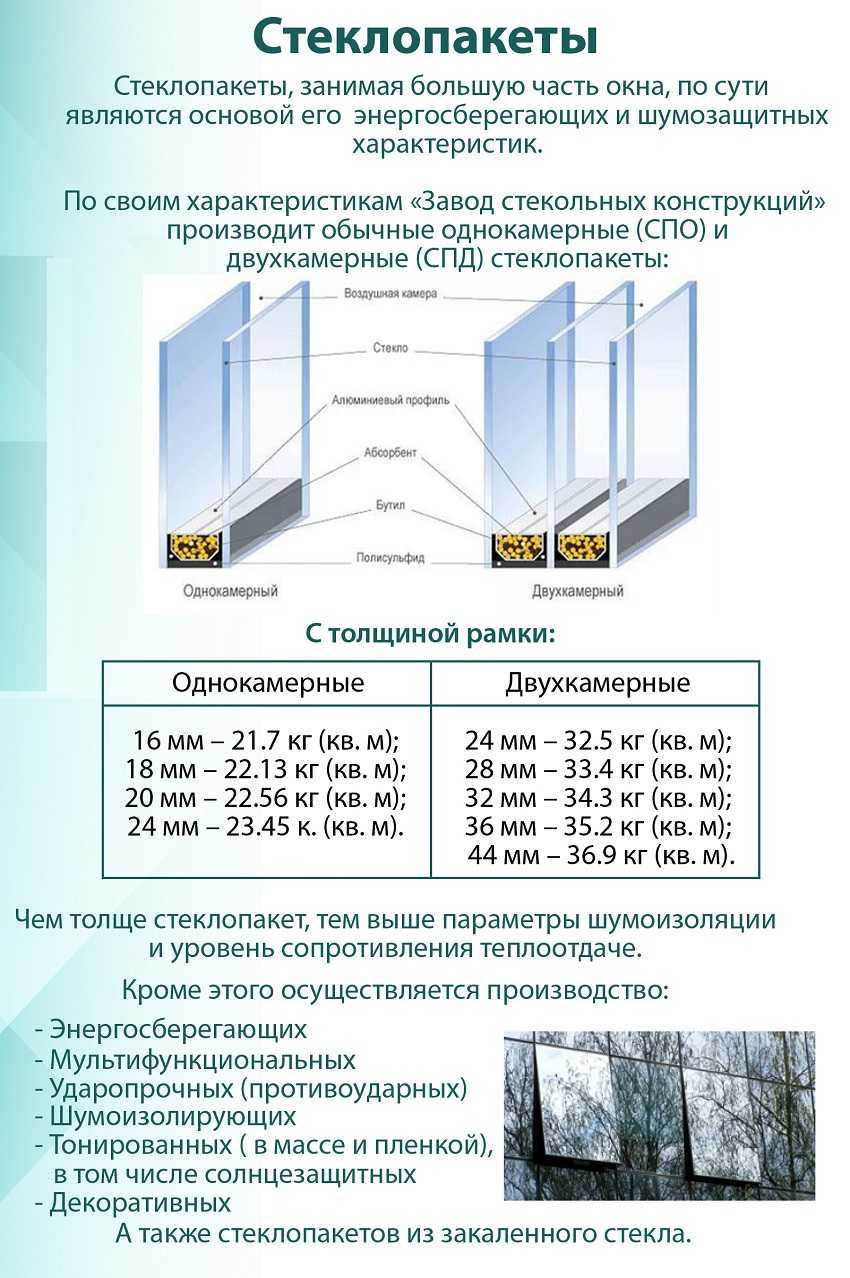
Однокамерный имеет ширину 12-36 мм и состоит из двух стёкол. Двухкамерный имеет три стекла и, соответственно, две дистанционные рамки. Ширина таких стеклопакетов 24-64 мм. В южных широтах достаточно одной камеры. В умеренных стоит подумать о двух, в районах Севера допустимо три. Также целесообразно выбрать изделия с двумя камерами для окна в домах вблизи аэропортов, автострад и шумных производств, учитывая повышенную шумность таких сооружений.
Особенности элементов конструкции стеклопакета
Изготовление стеклопакета ― работа кропотливая и точная, поэтому к её отдельным элементам предъявляются определённые требования.
![]()
Стоит рассмотреть их по отдельности.
Дистанционная рамка. Наиболее часто применяются для её производства оцинкованная сталь и алюминий. Они надёжны, прочны; вдобавок алюминий мало весит. Но это металлы, и в конструкции окна они будут являться «мостиками холода». Поэтому интенсивно ведутся разработки по созданию пластиковых* рамок, причём им не нужны даже перфорации: осушитель вводится в термопласт, который экструзивным способом (выдавливанием) создаёт нужный зазор между стёклами. При изготовлении же рамок с перфорацией для отверстий надо выбрать такой диаметр, чтобы через них не мог высыпаться осушитель при транспортировке.
Осушители. Они нужны, чтобы убрать молекулярную воду между стёкол. Ведь влажный воздух способствует теплопередаче, и помещение будет быстрее остывать
И хотя разные осушители имеют неодинаковую точку росы, это не столь важно: их задача поглотить влагу при сборке пакета, так как после герметизации она в камеру уже не попадает.
Герметики. Двойная герметизация препятствует проникновению влаги внутрь пакета
Это создаёт сопротивление теплопередаче, так как сухие газы плохо проводят тепло. Бутил в качестве первичного герметика хорош тем, что создаёт влагонепроницаемость при минимальной ширине шва. Это позволяет выдерживать идеальную геометрию пакета.
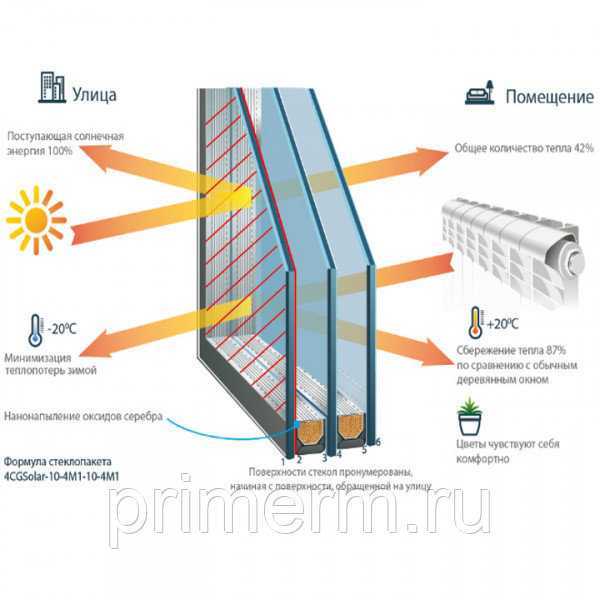
Стёкла. Можно использовать любой тип стекла. Какой выбрать? Зависит от того, какие дополнительные качества нужны потребителю. Редко используют закалённые стёкла, триплекс и армированные, а также солнцезащитные и узорчатые. Более дороги фотохромные стёкла, могущие изменять цвет, и смарт-стёкла, меняющие прозрачность. Если стекло не энергосберегающее, то оно не оказывает никакого влияния на сопротивление теплопередаче. Весит же оно больше всех остальных элементов пакета, вместе взятых.
При поднесении огня зажигалки к специальным стеклам он отражается в обоих, но со смещением и разным оттенком пламени!
Пятая стадия изготовления стеклопакета – завершающая
После обработки стеклопакета прессом, производится покрытие боковых частей стеклопакета вторым слоем герметика, который предназначен для точного сохранения первичной геометрии стеклопакета во время его последующей эксплуатации. Для этого используются полиуретановые, силиконовые или тиоколовые герметики. При этом, температура в производственном помещении, где изготовляются стеклопакеты, должна быть не ниже +16С и не выше +25С; влажность воздуха не выше 50%.
Благодаря качественному изготовлению стеклопакетов, без нарушения технологии и стандартов, мы получаем действительно отличный продукт,который дополняет и улучшает характеристики оконного профиля. При установке высококачественных стеклопакетов, Ваши пластиковые окна будут отлично защищать помещение от холода и шума, а также служить прекрасным украшением дома. Ведь стекла – это отражение внешнего мира,и какими будут они, таким Вы будете видеть мир, который Вас окружает.
Этапы создания стеклопакетов
https://youtube.com/watch?v=750lvz2FyXU
Самым первым этапом идёт резка стекла. Она производится по типоразмерам, но заказчик может указать и свои размеры, ведь нынешние стандартные окна не совпадают с производившимися ранее. Стекло в них может быть прозрачным, пропускающим до 95% дневного света. Листовое прозрачное стекло имеет маркировку М с цифровым индексом от 0 до 8. М0 ― идеальное полотно, но для стеклопакетов можно выбрать и М1.
Для эстетичности и защиты помещения от чужих глаз применяют также декоративные стёкла и плёночные покрытия. Функциональные стёкла могут иметь повышенную прочность, энергосберегающее или самоочищающееся покрытие, защиту от солнечного тепла или ультрафиолета ― есть из чего выбрать.
На втором этапе стёкла моют деминерализованной водой. Это делает специальная щёточная машина. Задача этого этапа ― обеспечить идеальную адгезию герметика и стекла, поэтому должны быть смыты пыль, жир, микрочастицы, оставшиеся после резки.
Третий этап ― это скрепление спейсеров в дистанционную рамку и нанесение на неё первого герметика.
На четвёртом этапе происходит непосредственно сборка пакетов, то есть стёкла соединяются посредством герметика с рамкой, после чего изделия на несколько секунд поступает под пресс. Пакеты готовы, осталось лишь закрепить их вторичным герметиком в пластиковых профилях.





Стоит добавить, что разговор о том, из чего состоит стеклопакет, будет неполным, если не упомянуть о том, что можно выбрать замену воздуха на аргон, криптон или ксенон в камерах пакетов. Они повышают технические характеристики изделия, но ненадолго.
Технология изготовления стеклопакетов для окон Века
Стеклопакеты уже достаточно долго являются оптимальным вариантом заполнения любых типов профилей для остекления окон, балконов, дверей:алюминиевых, пластиковых, деревянных. От качества стеклопакета напрямую зависит качество готовых окон или дверей, поэтому технология изготовления стеклопакета играет значительную роль при его производстве. Любое отклонение от принятой технологии может повлечь за собой такие последствия, как полное нарушение работы готовой конструкции окна или стеклянной двери.
![]()
ХХI век – век автоматизации производства. Как и многие другие,производство стеклопакетов на сегодняшний день также является практически полностью автоматизированным. Десятки рабочих, которые ранее участвовали в процессе изготовления стеклопакетов, могут быть заменены одним-двумя рабочими, которые подают специально подготовленное стекло для последующей работы автоматов, и выгружают готовые стеклопакеты. Линия производства стеклопакетов, которая выпускает готовую продукцию, подразделяется на несколько отделов, где проходят определенные этапы. Подготовленное стекло проходит 5 стадий для того,чтобы стать стеклопакетом. Качество обработки стекла на каждой стадии является залогом качества готового стеклопакета.
Выставка «Мир стекла»
В начале лета в Москве пройдет тематическая выставка «Мир стекла». Это одно из самых масштабных мероприятий мира в данной отрасли.
Организаторы приглашают всех заинтересованных жителей и гостей столицы посетить выставку, которая пройдет в ЦВК «Экспоцентр». Учредители мероприятия создали благоприятные условия для передовых стеклопроизводителей. Администрация заведения считает, что выставка «Мир стекла» поможет заключать выгодные сделки, которые выведут вас в лидеры рынка.
Помимо выставки планируется проведение деловых встреч и пресс-конференций. Стекольные компании получат возможность провести презентации, где продемонстрируют передовые разработки, новые технологии и современное оборудование.
На выставку приглашены лидеры российского рынка стеклопродукции, а также представители мировых компаний.
Производство гнутого стеклаПроизводство стекла и особенностиПромышленное производство стекла
Технология производства стеклопакетов
Стеклопакет представляет собой изделие, состоящее из нескольких (двух и более) листов стекла, герметично соединенных между собой рамкой. Сегодня, как правило, стеклопакеты изготавливают на полностью автоматизированных линиях, строго придерживаясь технологии производства. Однако небольшие партии стеклопакетов могут производиться и вручную.
Производство стеклопакетов включает пять этапов, на каждом из которых стекло проходит специальную обработку, от качества которой зависит и качество готового изделия. Рассмотрим более подробно те этапы, которые проходит стекло, прежде чем стать стеклопакетом.
Этап №1. Резка стекла.
На больших предприятиях, где производство стеклопакетов автоматизировано, резка стекла осуществляется на специальных столах, предназначенных специально для «раскройки» листов стекла. Чаще всего резка стекла производится в автоматическом режиме, управление процессом резки осуществляется специальной компьютерной программой. Использование автоматизированных станков для резки стекла не только облегчает труд рабочих предприятия, но и позволяет производить раскройку листов стекла в высшей степени экономично, минимизируя количество отходов.
Возможна также и резка стекла вручную: рабочий самостоятельно делает замеры и разрезает стекло специальным инструментом.
На этом же этапе производства изготавливаются и такие важные элементы стеклопакета, как дистанционные рамки (спейсеры). Спейсеры изготавливаются из алюминиевого или пластикового профиля и собираются с помощью специальных пластиковых уголков. В том же случае, когда изготовление стеклопакетов производятся большими партиями, дистанционные рамки изготавливаются на специальном оборудовании без применения уголков. В спейсер обязательно засыпается технический силикагель (молекулярное сито). Селикагель нужен для того, что бы влага, которая осталась в стеклопакете, при снижении температуры не конденсировалась на стеклах. Селикагель в спейсеры засыпается либо вручную, либо с использованием специального оборудования.
Этап №2. Мойка стекла.
На данном этапе подготовленные стекла моют. Если речь идет о небольшом производстве стеклопакетов, то мойка стекла на таких минипредприятиях, как правило, производится вручную. На больших предприятиях для мойки нарезанного стекла применяются специальное оборудование для мойки стекла. Мойка стекол в машине происходит следующим образом: подготовленное стекло проходит между двумя рядами щеток, щетки вращаются и легко отмывают стекло от разного рода загрязнений. Для мытья стекол применяется только деминерализованная вода.
Этап №3. Первичная герметизация.
На этапе первичной герметизации на боковые поверхности спейсеров наносится слой герметика. Сегодня для первичной герметизации, как правило, используются бутиловые герметики. Если стеклопакеты изготавливаются вручную, то в качестве герметика используется «бутиловый шнур». При изготовлении больших партий стеклопакетов, для минимизации расходов и ускорения производственного процесса, первичная герметизация производится с помощью специального оборудования – бутилового экструдера, который позволяет быстро наносить на поверхность спейсера полоски бутила нужной ширины. По технологии ширина бутиловой полоски не должна быть менее 3 мм, слой герметика должен быть равномерным, без пустых промежутков.
Этап №4. Сборка стеклопакета.
В случае ручной сборки стеклопакетов, подготовленный спейсер, с нанесенным ранее герметиком, укладывают на стекло, регулируя при этом отступ, который по всем сторонам должен быть одинаковым. Затем укладывается второе стекло и готовый стеклопакет обжимается ручным прессом или же обрабатывается на прессовочном столе. Если речь идет о сборке двухкамерного стеклопакета, то перед обжимкой, на второе стекло укладывается еще одна дистанционная рамка и третье стекло.
На крупных предприятиях, где изготавливаются большие партии стеклопакетов, сборка и обжимка последних производится с использованием автоматизированных производственных линий.
Этап №5. Вторичная герметизация стеклопакета.
После того, как стеклопакет был обработан прессом, производится его вторичная герметизация: боковые части стеклопакета покрываются слоем герметика. Делается это для того, что бы внутрь стеклопакета не попадала влага. Для вторичной герметизации используются тиоколовые, полиуретановые и силиконовые герметики, которые при ручном производстве стеклопакетов наносятся на готовые изделия шпателем, а на автоматизированных производственных линиях – при помощи экструдеров.
Оформите заказ на нашем сайте и мы перезвоним в течение нескольких минут!
Молекулярное сито
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

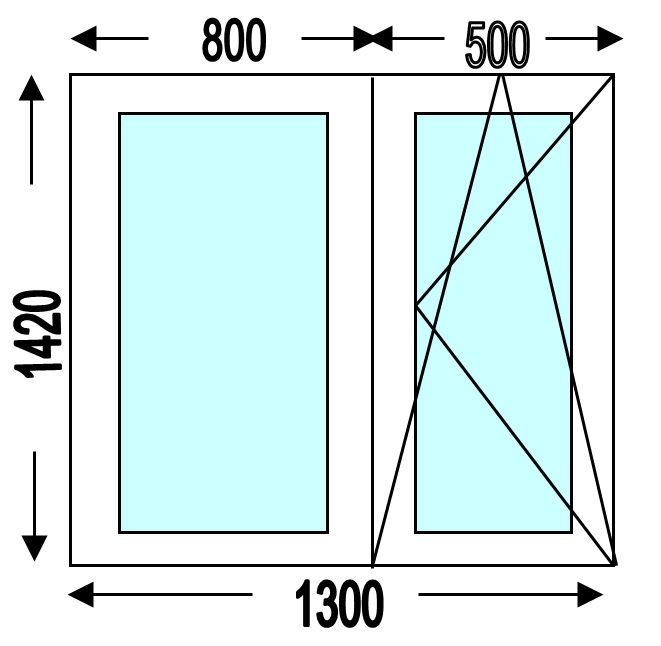

Маркировка стеклопакетов
Она характеризует тип стекол и размеры расстояния между ними, а также количество камер. Буквой М обозначается обычное стекло, цифрой впереди буквы ― толщина стекла, позади ― марка стекла. Число, ограниченное дефисами, означает расстояние между стёклами пакета. Количество этих чисел указывает, сколько камер в данном стеклопакете.
Например, маркировка 6М1-20-6М1 даёт следующую информацию: двухкамерный стеклопакет, заполненный воздухом, состоящий из шестимиллиметровых стекол с расстоянием между ними, равным 20 мм. Если бы камера была наполнена аргоном, маркировка бы смотрелась так: 6М1-20Ar-6М1. При другом типе стекла вместо М стояла бы другая буква, означающая тип стекла: F ― флоат-стекло, PI ― имеющее теплоотражающую плёнку и так далее.
Сопротивление проникновению шумов с улицы и теплопередаче между улицей и помещением – основная функция стеклопакета, комплектующего окна.
Вторая стадия изготовления стеклопакета – мойка стекла
На этом этапе производится мойка разрезанного и подготовленного стекла с помощью специальных щеточек, расположенных внутри моечной машины. Для мойки стекол используют деминерализованную воду. Для того чтобы мойка не принесла поверхности стекла никаких повреждений,необходимо использовать щетинки строго определенной жесткости. Многие характеристики будущего стеклопакета зависят от правильного произведения стадии мойки подготовленного стекла. Ранее мойка производилась вручную, что значительно ухудшало его качество. При проведении мойки стекла не рекомендуется применение моющих средств.Одним из главных условий качественного стеклопакета является плотное прилежание герметика к поверхности стекла, а мойка вручную нарушает герметичность покрытия и соответственно лишает стеклопакет его высокихх арактеристик.
Главные компоненты в стеклопроизводстве
Основное сырье для производства стекла — это:
- кварцевый песок;
- оксид кальция;
- калийная сода.
Кварцевый песок для производства стекла должен быть максимально чистым. Самыми вредными примесями в нем считаются оксиды железа и алюминия.
Песок, который есть в больших количествах на берегах морей и рек, является малопригодным для изготовления стекла. Это связано с тем, что он состоит из множества обломков гранита, мрамора, полевого шпата. Кроме того, в нем есть большое количество минеральных солей.
Песок из кремнезема, который является идеальной основой для производства стекла, залегает слоями между пластов различных осадочных пород. Его добывают открытым способом. Для того чтобы определить, станет ли песок подходящим сырьем, его подвергают множеству химических анализов, в ходе чего выявляют наличие вредных примесей. Так, обработка фтористоводородистой и серной кислотами показывает присутствие оксидов таких металлов, как железо и алюминий.
В России есть множество карьеров, в которых добывают чистый песок для производства стекла.
Источником оксида кальция в стекольной промышленности является известняк, доломит, мел, реже мрамор.
Калий значительно упрощает процесс производства стекла. Этот элемент снижает его склонность к кристаллизации. Кроме того, калий придает стеклу блеск и улучшает светопропускающие свойства. Источником этого химического элемента служит сода, поташ, калиевая селитра.
Существуют целые химические предприятия, для которых сода для производства стекла – основной продукт.
Как изготавливается стеклопакет?
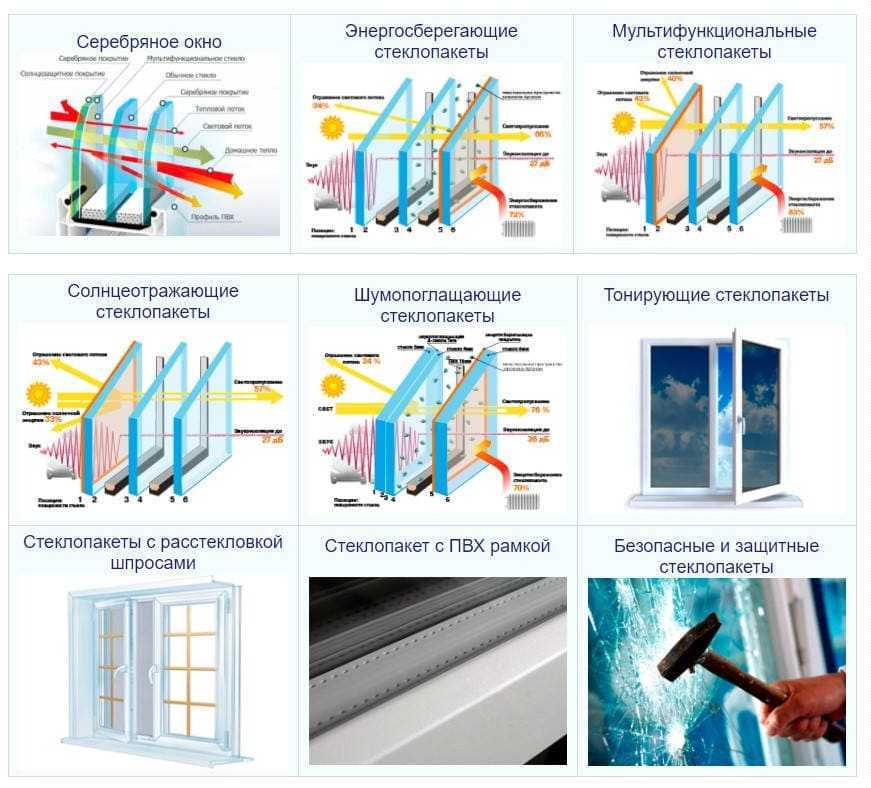
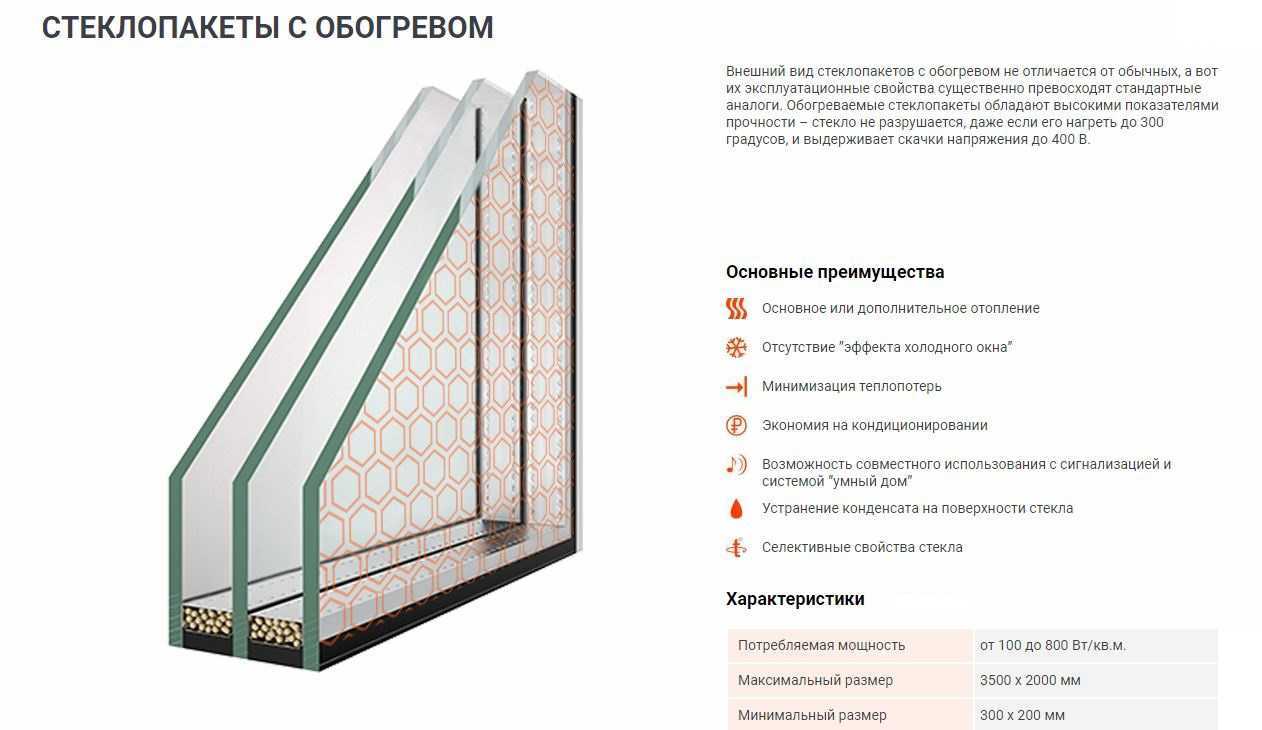
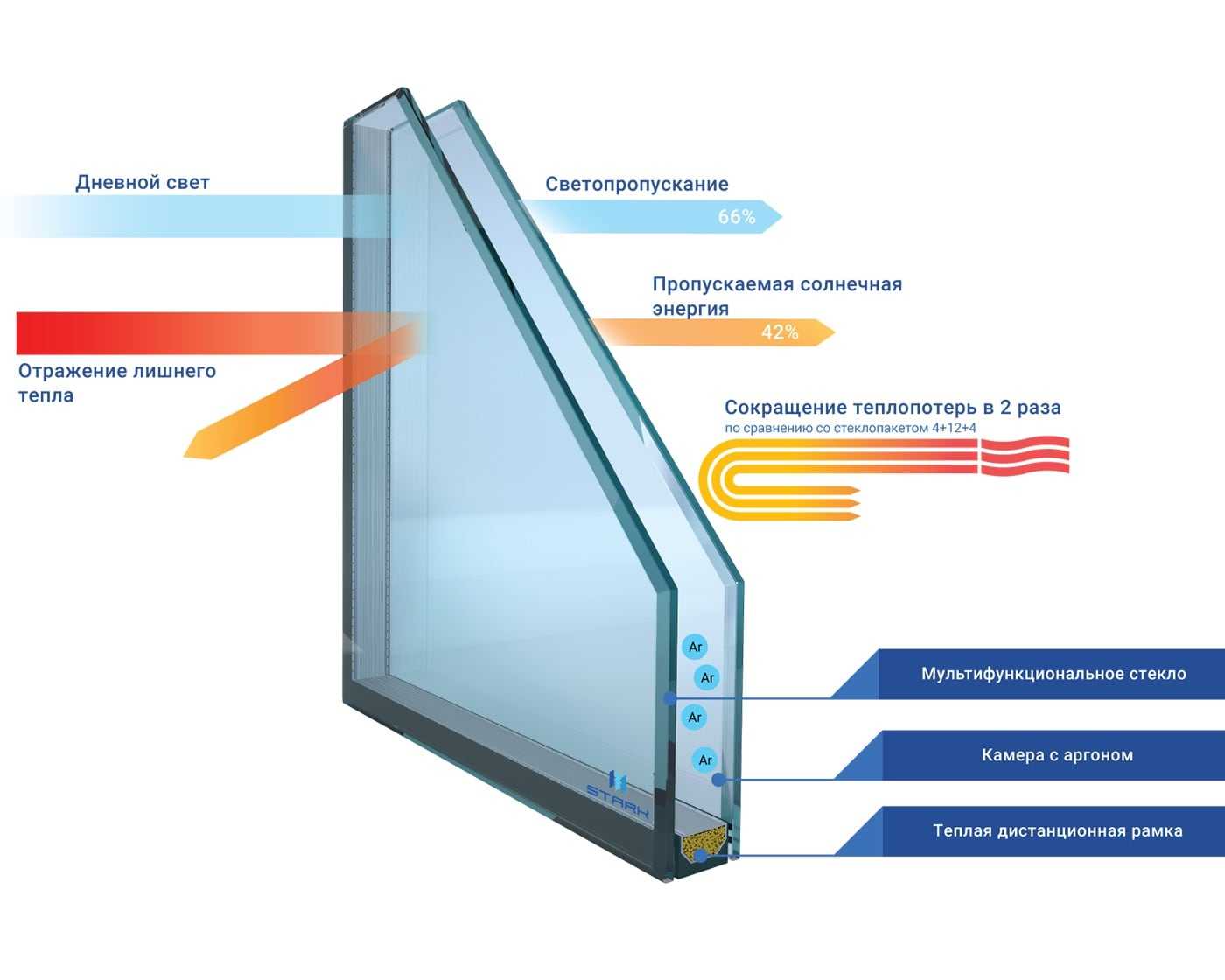
все эти свойства окно приобретает прежде всего благодаря стеклопакету.
За последние годы стеклопакет превратился из простого продукта в инновационный, укомплектованный новейшими технологиями энергосбережения, солнцезащиты, самоочищения, безопасности.
В арсенале средств эстета:
- витражным рисунком,
- декоративным переплетом,
- цветным стеклом,
- встроенными жалюзи желаемого оттенка,
- рамкой стеклопакета в цвет профиля и многим другим.
Изготовление стеклопакетов, особенно со специальными покрытиями — это многогранный и сложный процесс. Тончайшие напыления, невидимые для неспециалиста, делают стеклопакет теплосберегающим, солнцезащитным, самоочищающимся
Поэтому так важно в процессе изготовления не поцарапать его функциональные слои и собрать надежную конструкцию, которая прослужит десятилетия
Первый этап. Раскрой и подготовка.
В самом начале на в цех поступает заказ. Точно по его размерам в автоматическом режиме происходит резка стекла и зачистка кромок от напыления на высокотехнологичном оборудовании.
Это важно!
Если кромка не обработана, стеклопакет нельзя надежно загерметизировать, «запечатать» сухой воздух или газ аргон внутри. (Недостаточность адгезии первичной и вторичной герметизации). Со временем это приведет к выпадению конденсата внутри стеклопакета. При необработанной кромке напыление под рамкой начнет окисляться, а стекло — покрываться разводами и менять свой внешний вид не в лучшую сторону.
Параллельно с подготовкой стекла проходит изготовление готовых форм дистанционной рамки. Внутрь засыпается молекулярное сито, поглощающее влагу внутри стеклопакета. Благодаря этому в дальнейшем конденсат между стеклами не выпадает.
В брендированных Теплопакетах STiS используется комбинированная «теплая» дистанционная рамка, защищающая от холода краевую зону стеклопакета — самый уязвимый участок для конденсата и наледи. Мостик холода устраняется, и обеспечивается уверенный «плюс» по периметру стеклопакета.
К сведению. Появление конденсата на поверхности стёкол внутри стеклопакета свидетельствует о грубых нарушениях — неполной герметизации или отсутствии осушителя.
| |
|
Второй этап. Сборка.
Затем следует автоматическая мойка стекол. Стекла и дистанционная рамка соединяются и на торцевую поверхность нового стеклопакета наносится первый герметизирующий слой – бутил (т.н. первичная герметизации).
Важно! STiS использует только те герметики, которые не содержат ртути. Затем стеклопакет поступает в камеру-пресс, в которой межстекольное пространство может наполняться аргоном
Затем стеклопакет поступает в камеру-пресс, в которой межстекольное пространство может наполняться аргоном.
Аргон является безопасным и эффективным способом улучшить теплоизоляцию окна (плюс 10-15%) и его шумозащиту.
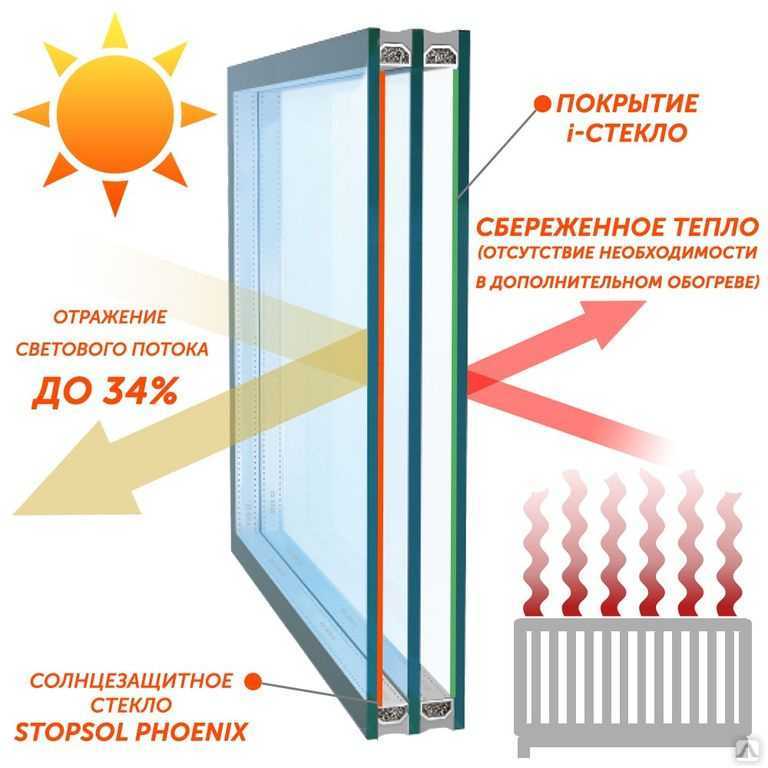
При изготовлении Теплопакетов STiS применяется стекло с так называемым «мягким» покрытием, которое значительно улучшает энергосберегающие характеристики изделия и наделяет стекло другими полезными свойствами за счет нанесения на поверхность стекла тончайших слоев различных соединений металлов. Обработка i-стекла требует особого оборудования и технологии, поскольку низкоэмиссионное покрытие весьма нестойко к внешним воздействиям. Поэтому при сборке «мягкое» покрытие должно быть обращено внутрь межстекольного пространства.


| Заполнение аргоном. | Сборка стекла и рамки. |
Третий этап. Вторичная герметизация.
Окончательными работами по изготовлению стеклопакета является его вторичная герметизация, надежно «запечатывающая» микроклимат внутри стеклопакета и защищающая изделие на долгие годы.
Четвертый этап. Контроль качества.
На каждом из 10 заводов STiS работает собственный отдел контроля качества. Его специалисты осуществляют операционный контроль на всех этапах. Стеклопакеты проходят процедуру проверки и приемки «под роспись» сразу у нескольких сотрудников службы контроля качества, что практически исключает возможность появления брака.
После этого на все стеклопакеты в соответствии с ГОСТом наносится наклейка STiS, содержащая техническую информацию о продукте. Подлинность брендированных Теплопакетов STiS подтверждается наличием фирменной голограммы, разработанной специально для каждого вида Теплопакетов. Узнать подробнее о маркировке.
Изготовление стеклопакетов — сложный технологический процесс, в который вовлечены разные участки работы и оборудования. Автоматизация, использование дорогих программных комплексов, высокая квалификация сотрудников гарантируют изготовление стеклопакетов со знаком качества – с маркировкой STiS.
Основные физические свойства
Выделяют семь основных физических характеристик стекла:
- прочность;
- упругость;
- плотность;
- твердость;
- хрупкость;
- теплопроводность;
- температура плавления.
Иногда выделяют прозрачность, уровень которой изменяется в зависимости от того, какой процент солнечного света пропускает стекло (отсюда второе название – светопроводность).
Прочность на сжатие у стекла очень велика. Она колеблется от 500 до 2000 МПа. Но предел прочности определяется прочностью стекла на изгибе, которая значительно меньше первого показателя.
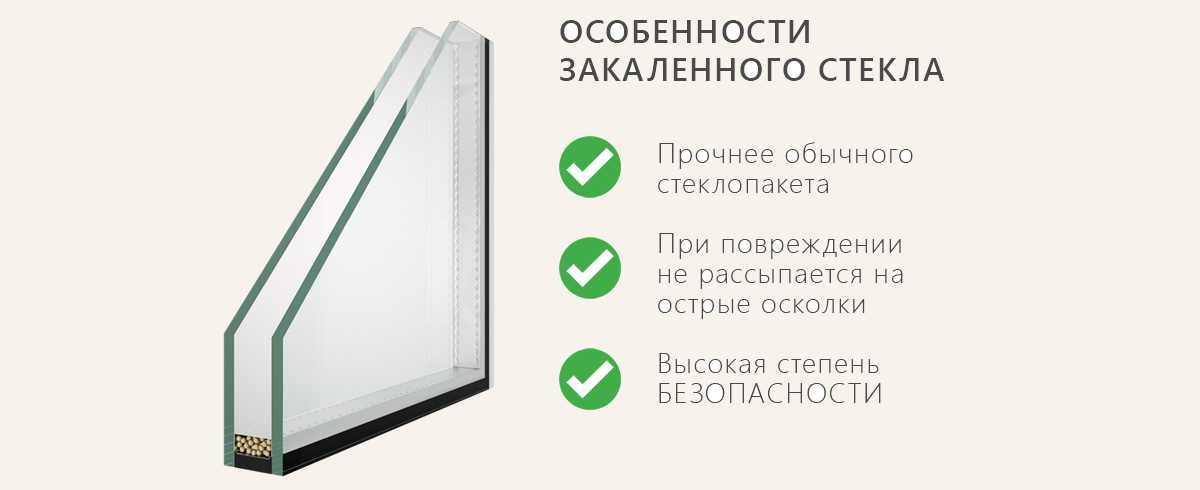
У обычных видов он находится в районе 35-100 МПа. Посредством закаливания прочность стекла можно повысить в 3-4 раза, но при этом могут пострадать другие его характеристики.
Плотность материала колеблется от 2200 до 7500 кг/м³ у разных сортов.
Стекло относится к идеально хрупким материалам – оно разрушается от механического воздействия без значительных деформаций. Эта характеристика компенсируется удельной ударной вязкостью. Ее можно увеличить введением в состав стекла брома.
Изменение всех этих свойств достигается при помощи применения дополнительных химических добавок, а также особых технологий.



